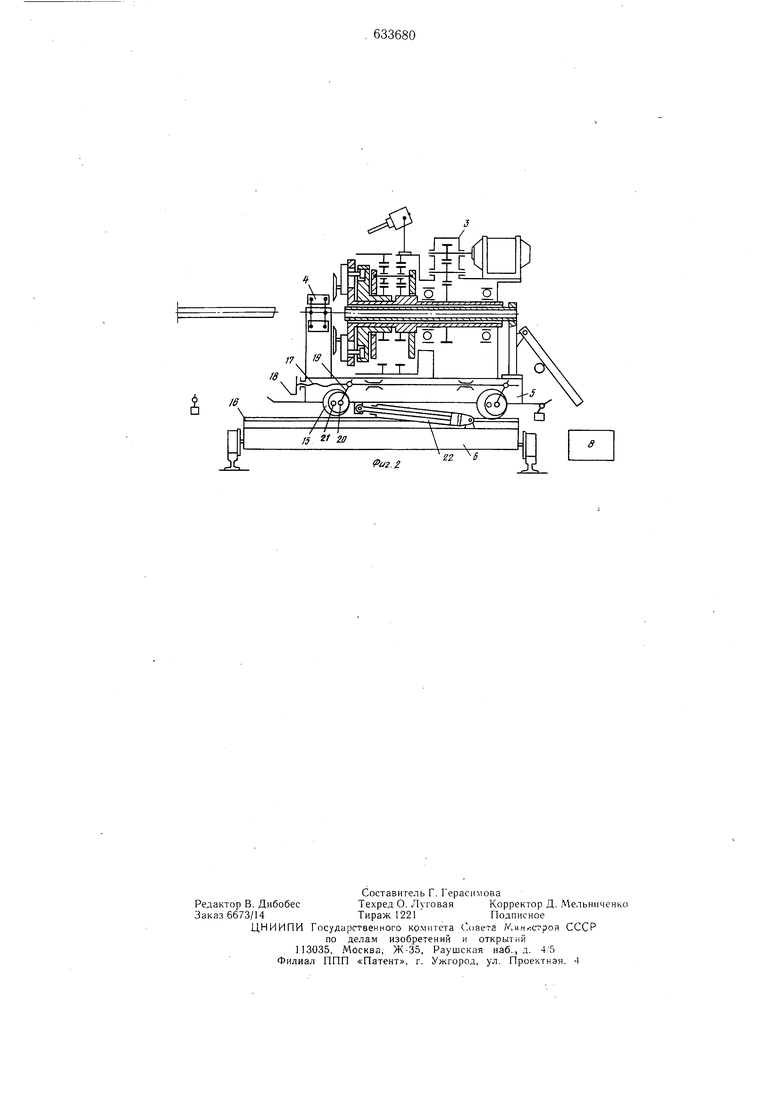
Изобретение относится к производству стальных горячекатаных труб. Известны установки для отрезки концов горячекатаных труб в нагретом состоянии в потоке прокатки, содержащие отрезную головку планетарного типа с дисками, установленную на тележке, механизм зажима трубы и охладительный стол 1. Эти установки предназначены для отрезки труб определенной длины и определенного темпа прокатки. С целью обеспечения непрерывности про- цесса отрезки концов труб независимо от их длины и темпа прокатки, предлагаемая установка снабжена механизмом регулировки положения по высоте, установленным в тележке, несущей отрезную головку, и дополнительной тележкой, установленной с возможностью перемещения вдоль охладительного стола и несущей тележку с отрезной головкой. Механизм регулировки положения установки по высоте выполнен в виде винтовой тяги, рычагов, шарнирно связанных с ними и закрепленных на осях основной тележки, с эксцентрично расположенными на них скатами. На фиг. 1 схематически показано расположение двух установок в потоке прокатки на охладительном столе; на фиг. 2 - кинематическая схема трубоотрезной установки. Для обрезки трубы с обоих концов в потоке предусмотрены две трубоотрезные установки 1 и 2 (фиг. 1). Установка 1 предназначена для отрезки переднего конца трубы, а установка 2 - для отрезки ее заднего конца. Каждая установка содержит отрезную головку 3, механизм 4 зажима трубы, тележку 5, дополнительную тележку 6, пневмозахват 7 и короб 8 для сбора обрезок. Установки смещены одна относительно другой в направлении движения трубы по охладительному столу 9. В промежутке между установками на охладительном столе установлен специальный рольганг 10. На концах рольганга 10 и 11 расположены упоры 12 и 13. Тележка 5 перемещается отрезной головкой 3 поперек движения трубы 14 по охладительному столу 9. На ней установлены отрезная головка 3 и механизм 4 зажима трубы. Рама тележки установлена на четырех скатах 15, посредством которых она перемещается по колее 16, проложенной поперек дополнительной тележки 6. В раме тележки 5 смонтирован механизм регулирования положения установки по высоте. Он представляет собой винтовую тягу 17 с рукояткой 18, соединенную с рычагами 19 niapнирно. Рычаги 19 со своей стороны жестко связаны с осями 20 тележки 5. На концах осей закреплены диски 21, на которых эксцентрично расположены оси скатов 15. Тяга 17 установлена в направляюпдих. С тележкой 5 связан пневмоцилиндр 22, который переме1цает ее по колее 16. Дополнительная тележка 6 ааужит плат4юрмой для тележки 5. Прежде чем вк тючить установку, необходимо настроить ее по высоте в за1311симости от диаметра обрезаемой трубы (фиг. 2). При вращении рукоятка 18 перемещает винтовую тягу 17, которая через рычаги 19 поворачивает оси 20 и закрепленные на них диски 21. Благодаря эксцентричному расположению осей скатов 15 на дисках 21 пои поворачивании последних изменяется по.-чожение отрезной головки 3 по высоте. Прокатанная груба (. 1) после выхода из калибровочного или редукционного стана движется по рольгангу 11 и, дойдя до упора 12, перебрасывается на охладительный стол 9. При движении трубы по столу 9, когда ее ось совпадает с осью отрезной установки 1, замыкается цепь управления. В результате этого одновременно подается команда на подвод установки к обрезаемой трубе и перемещение д,ополнительной тележки 6 вдоль охладительного стола. Тележка 6, переместившаяся в процессе отрезки трубы вдоль стола 9, возвращается обратно. В конце хода тележки 6 включается концевой выключатель, который подготавливает установку для приема очередной трубы. Обрезанную с одного конца трубу рольганг 10 (фиг. )) быстро перемещает до упора 13. При дальнейщем движении по столу 9 ось трубы совпадает с осью трубообразной установки 2 и цикл отрезки заднего конца повторяется в той же последовательности, которая была описана выше при отрезке переднего конца. Формула изобретения 1.Установка для отрезки концов горячекатаных труб в нагретом сост9янии в истоке прокатки, содержащая отрезную головку планетарного типа с дисками, установленную на тележке, механизм зажима трубы и охладительный стол, отличающаяся тем, что, с целью обеспечения непрерывности процесса отрезки концов труб независимо от их длины и темпа прокатки, установка снабжена механизмом регулировки ее положения по высоте, установленным в тележке, несущей отрезную головку, и дополнительной тележкой, установленной-с возможностью перемещения вдоль охладительного стола,и несущей тележку с отрезной головкой. 2.Установка по п. 1, отличающаяся тем, что механизм регулировки ее положения по высоте выполнен в виде винтовой тяги и рычагов, щарнирно связаннрлх с ними и закрепленных на осях основной тележки , с эксцентрично расположенными на них скатами. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство СССР № 217903, кл. В 23 D 25/00, 1966.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для отрезки концов горячекатаных труб | 1980 |
|
SU897419A2 |
| УСТАНОВКА ДЛЯ ОТРЕЗКИ ГОРЯЧЕКАТАНЫХ ТРУБ В НАГРЕТОМ СОСТОЯНИИ В ПОТОКЕ ПРОКАТКИ | 1968 |
|
SU217903A1 |
| ТРУБОРЕЗНЫЙ АВТОМАТ | 1993 |
|
RU2085343C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1997 |
|
RU2145449C1 |
| Труборезный автомат | 1982 |
|
SU1055593A1 |
| Линия резки труб | 1982 |
|
SU1191202A1 |
| Линия резки труб | 1984 |
|
SU1220235A1 |
| Устройство для подачи труб к трубоотрезному станку | 1982 |
|
SU1031655A1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| Механизм подачи труб к отрезномуСТАНКу | 1978 |
|
SU795764A1 |
ч
/г{
