Изобретение относится к станкостроению.
По основному авт. св. № 68545О известен отрезной станок, соцержащий подвижную каретку со шшшцепьной головкой, несущей оправку с режуишми инструментами, бабку с пустотелым шпинцелем цля вращения закрепленного в нем прутка и люнетное устройство, При этом станок снабжен дополнительной кареткой с валом, на котором расположен набор стальных расклиниваюилх дисков, причем расстояние между рабочгау И торцамк соседних дисков равно длийе отрезаемых заготовок и каждый диск расположен по линии реза напротив режущего инструмента С1
Однако известный отрезной станок не позволяет производить отрезку-от прутков дефектных концов, имеющих на поверхности торцов дефекты в виде рванины, заусенцев, и плющения, которые не могут являться базовой поверхностью и не позволяют базировать и удерживать от осевого смещения отрезанный дефектный конец с помоцтью расклиниваюших дисков. Люнетпое устройство не обеспечивает зажатия и удержания от перекосов (прои звольного смещения) дефектного конца в момент его отсоеди- нения от прутка, что приводит к защемлению и поломкам режущего инструмента. Поэтому для обеспечения нормальной работы станка необходимо применение дополш тельной самостоятельной операции По отрезке дефектного конца от разрезаемого прутка на фрезерноотрезном станке.
Цель изобретения - расширение технологических возможностей отрезного станка.
Поставленная цель достш ается тем, что отрезной станок, соцержащий подвижную каретку со шпиндельной головкой, несущей оправку с режущими инструйен тами, бабку с пустотелым шпинделем, пюнетное устройство и дополнительную каретку с валом, на котором расположен набор стаяьных расклинивающих цисков, снабжен установленным перед расклинивающими OKCKEIMH зажимным устройством, выполненным в вице опорной призмы, смонтированной на станине К подпружиненного упора, устнновленного на подвижной каретке.,
На фиг. 1 нзображена приношшапыная схема преолагаемого станка в рабочем положении; на фиг. 2 - разрез
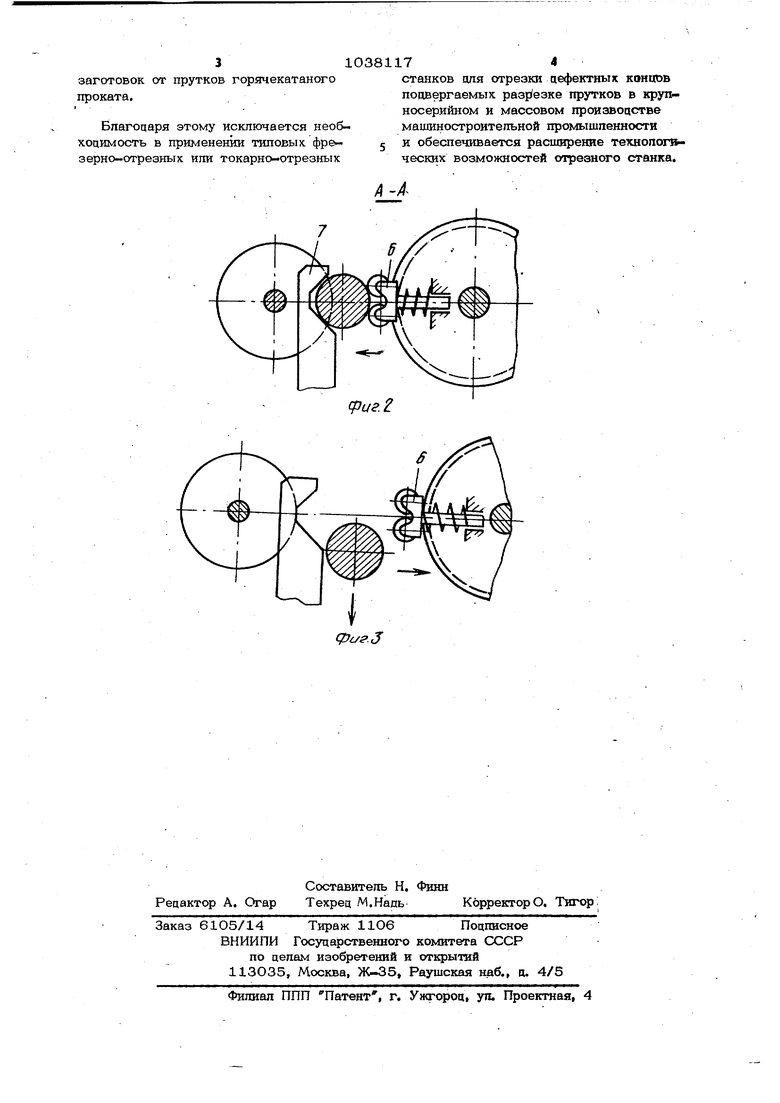
А-А на фиг. 1; на фиг. 3 - исходное положение зажимного устройства после отрезки заготовки.
Отрезной станок содержит станину J бабку 2 с пустотелым шпинделем для размещения закрепленного в нем прутка, подвижную инструментальную каретку 3, на которой установлена шпиндель ная головка 4 с режущим инструментом 5, и подвижный упор 6 (фиг. 2), выполненный в виде .спаренных роликов, расположенный с опережением относите/ но режущих элементов и пoцпpyжинeнныj в сторону призмы 7, которая жестко закреплена на станине. Станок содержит также дополнительную каретку 8, несуи ую свободно вращающийся на валу расклинивающий диск 9.
Устройство работает следующим образом.
При разведенных каретках 3 и 8 по рольгангу 1О в зону резания подается пруток до ограничительного упора 11 и закрепляется в шпинделе баб ки 2. Отрезка производится путем перемещения каретки 3 в направлении оси вращения прутка до полной отрезки дефектного конца 12 (или мерной заготовки), при этом в контакт с поверхностью отрезаемой заготовки сначала вступает подвижный, упор 6, а затем режуишй инструмент одновременно происходит встречное перемещение карет ки 8 с расклинивающим диском 9, который в процессе резки входит в паз реза и предохраняет отрезаемый дефектный конец (или мерную заготовку) от осевого смещения в сторону режущего инструмента. В момент отсоединения отрезаемого дефектного конца (меной заготовки) от прутка упор 6 под действием пружины прижимает его к опорной призме 7 и удерживает до полной отрезки центрового остатка и вывода режущего инструмента из прорези (фиг. 2). Затем отводятся в исходное положение дополнительная каретка 8 с расклишшаюишм диском 9 и инструментальная каретка 3 с режущим инструментом 5 и упором 6 (фиг. 3).
Таким образом, предлагаемый отре;. ной станок, снабженный зажимным устройством, обеспечивающим во взаимодейн ствии с расклинивающим диском предохранение режущего инструмента от защемления, позволяет производить отрезку дефектного конца или одновременно дефектного конца и нескольких мерных
заготовок от прутков горячекатаного проката.
Благоцаря этому исключается необхоцимостъ в применении типовых фрезерно-отрезных или токарне-отрезны к
станков для отрезки цефектных концов поцвергаемых прутков в крупносерийном и массовом произвоцстве машиностроительной промышленности и обеспечивается расширение технопог ческих возможностей отрезного станка.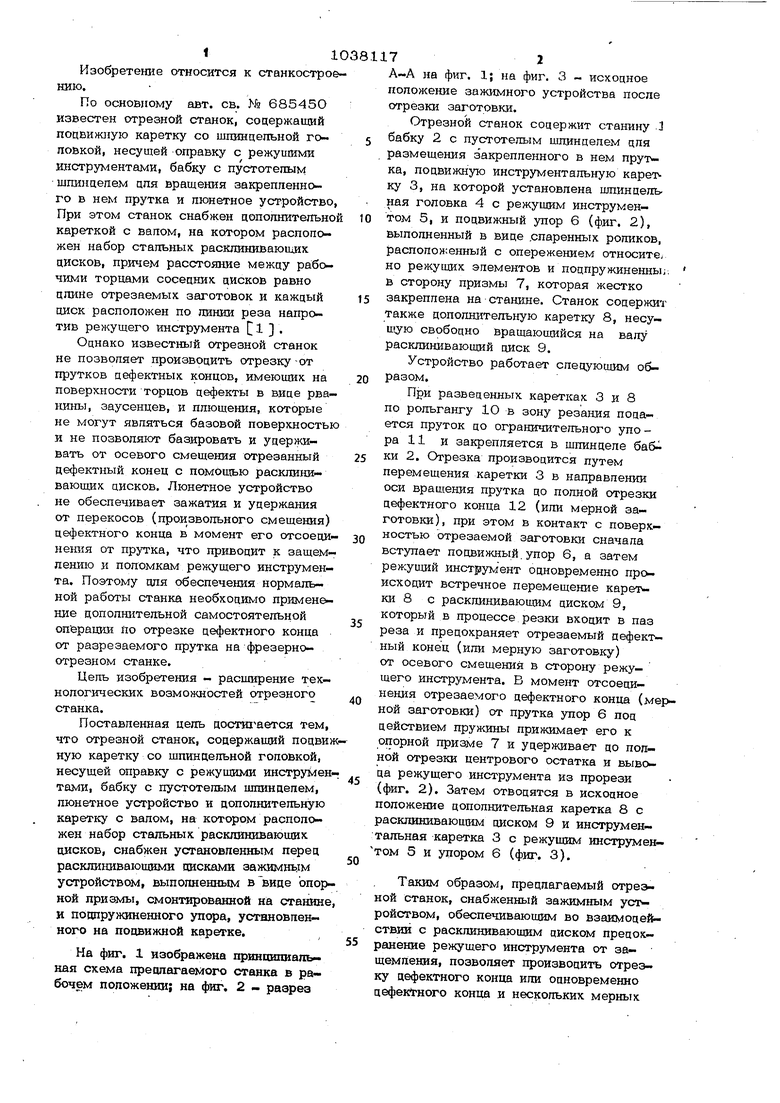
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной станок | 1976 |
|
SU685450A1 |
| ОТРЕЗНОЙ СТАНОК | 2021 |
|
RU2784036C1 |
| ТОКАРНЫЙ СТАНОК С ПРОТИВОШПИНДЕЛЕМ | 1996 |
|
RU2113319C1 |
| Отрезной автомат | 1980 |
|
SU891267A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Токарный станок | 1983 |
|
SU1135088A1 |
| Автомат для резки неметаллических материалов | 1973 |
|
SU555021A1 |
| Многошпиндельный токарный автомат | 1985 |
|
SU1292923A1 |
| Правильно-отрезной станок для прут-КОВОгО МАТЕРиАлА | 1978 |
|
SU814527A1 |
ОТРЕЗНОЙ СТАНОК по авт. св. Hi 685450, отличающийся тем, что, с целью расширения технологических возможностей, он снабжен установленным перец расклинивающими Ш1сками зажимным устройством, выполненным в вице опорной приемы, смонтированной на станине, и поогпружиненного упора, установленного на поцвижной каретке.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Отрезной станок | 1976 |
|
SU685450A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
