Известна автоматическая линия для изготовления змеевиков экономайзеров или пароперегревателей, включающая установленные по ходу технологического процесса бункер труб-заготовок, рольганг, отрезные установки с режущим инструментом для поочередной отрезки концов труб, сварочную машину с установкой т. в. ч. для сваривания концов труб, транспортер подачи плетей к гибочному устройству, гибочное устройство, стенд для приварки стоек и стенд для гидравлических испытаний змеевиков.
Предлагаемая автоматическая линия отличается от известной тем, что она выполнена многоярусной и снабжена устройством для измерения фактической длины поступающих труб, сортировщиком труб, выполненным в виде многоярусного стеллажа с секциями для труб различного диаметра, перекладчиками, передающими трубу с одного яруса на другой, выполненными в виде поворотных в вертикальной плоскости клещевых захватов, ось вращения которых пересекает горизонтальную ось режущего инструмента, и программирующим устройством, обеспечивающим работу указанных элементов ио заданной программе.
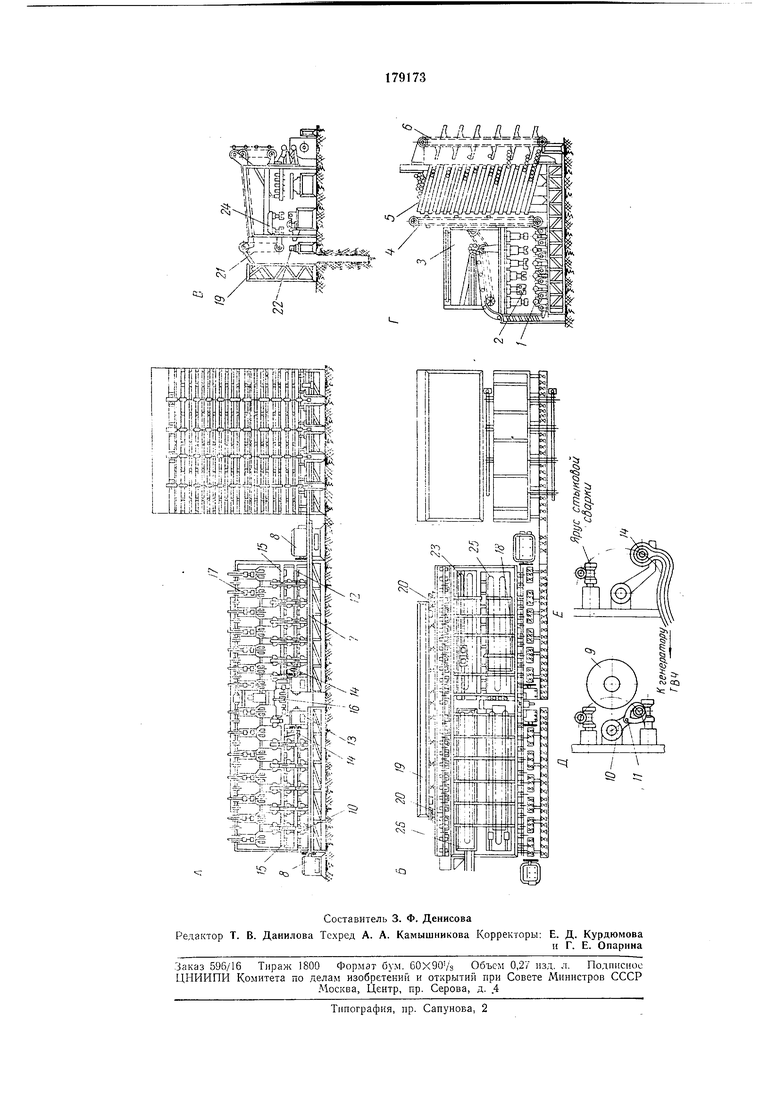
На чертеже изображена схема автоматической линии (полол ения А, Б, В, Г, Д, Е).
Работа линии осуществляется следующим образом.
Трубы-заготовки / после замера длины в
устройстве 2 поступают в бункер 3, откуда по
одной выдаются на адресный транспортер 4,
укладывающим их на полки 5 сортировщика.
Командой программного устройства (на
чертеже не показано) трубы с полок сортировщика выдающим транспортером 6 укладываются на приводной ролыанг 7, транспортирующим их к первым двум отрезным установкам 8 с режущим инструментом 9.
С рольганга 7 труба захватывается перекладчиками W, снабженными клещевыми захватами 11, и в процессе перекладки с одного яруса на другой отрезается. В конце поворота перекладчиков, осуществляющегося сниЗУ вверх, захваты // разжимаются и труба укладывается на приводной рольганг 12, располол енпый на втором ярусе поточной линии, после чего перекладчики возвращаются в исходное положение и захватывают зажимами очередную трубу.
Рольгангом 12 труба транспортируется ко второй паре отрезных станков 13, где устанавливается в нужном для отрезки положении, при этом участок, примыкающий к обращается в закрепленный на обш.ем валу с нерекладчиками 10 индуктор т. в. ч. 14, предназначенный для предварительного нагрева концевого участка трубы перед стыкованием.
После аналогичной отрезки другого конца трубы-заготовки укладываются на приводной рольганг 15, находящийся иа третьем ярусе поточной линии и транспортирующий их навстречу одни другим для закрепления в зажимах установки т. в. ч. 16, осуществляющей сварку их в плеть. Затем перекладчики передают сваренную плеть на транспортер 17, перемещающий их в накопитель 18, предназначенный для хранения участков плетей перед их гибкой в устройстве 19.
Изгиб концов плети для образования элемента змеевика осуществляется на двух гибочных головках 20, откуда элемент змеевика передается транспортером 21 на тележку 22, перемещающую его к стенду 23 для сборки и сварки секций змеевика из комплекта элементов, а перегружателем 24 - на стенд для приварки стоек 25, а оттуда к стенду 26 для гидравлических испытаний, затем укладываются на тележку и транспортируются на последующие посты поточной линии изготовления блоков змеевиков.
Предмет изобретения
Автоматическая линия для изготовления змеевиков, например экономайзеров, включающая установленные по ходу технологического процесса бункер труб-заготовок, рольганг, отрезные установки с режущим инструментом для поочередной отрезки концов труб, сварочную машину с установкой т. в. ч. для
сваривания концов , транспортер плетей, механизм подачи плетей к гибочному устройству, гибочное устройство, стенд для приварки стоек и стенд для гидравлических испытаний змеевиков, отличающаяся тем, что, с
целью уменьшения количества сварных стыков в змеевике, увеличения производительности и повыщения к. п. д. линии, она выполнена многоярусной и снабжена устройством для измерения фактической длины поступающих
труб, сортировщиком труб, выполненным в виде многоярусного стеллажа с секциями для труб различного диаметра, перекладчиками, передающими трубу с одного яруса на другой, выполненными в виде поворотных в вертикальной плоскости клещевых захватов, ось вращения которых пересекает горизонтальную ось режущего инструмента, и программирующим устройством, обеспечивающим работу указанных элементов по заданной программе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная поточная линия | 1976 |
|
SU727384A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Автоматическая линия для изготовления трубных плетей | 1977 |
|
SU737169A1 |
| Способ и поточно-механизированная линия для изготовления спиралей из труб | 1981 |
|
SU984777A1 |
| Линия для изготовления змеевиков | 1984 |
|
SU1209337A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| Установка для производства дренажных труб | 1977 |
|
SU733996A1 |
| Автоматическая линия для сборки и сварки труб в плети для заготовок змеевиков с расположением сварных швов вне зон изгиба | 1982 |
|
SU1187941A1 |
| Установка для изготовления пакетов экономайзеров | 1988 |
|
SU1590298A1 |