Известны станки для шлифования абразивной лентой длинномерных -изделий. На станине известных станков размещены ведущий и натяжной щкивы, каретка, соверщающая возвратно-поступательные перемещения вдоль изделия и перемещающая направляющие ролики и упругие рабочие ролики, прижимающие ленту к Изделию, механизм подачи изделия в направлении, перпендикулярном его продольной оси.
Предлагаемый станок отличается от известных тем, что рабочие ролики, выполненные надувными, установлены вместе с направляющими роликами на суппорте, перемещающемся в поперечных направляющих каретки, а также тем, что он снабжен узлом, передвигающим суппорт В соответствии с изменением поперечного сечения изделия. Такое выполнение позволяет поддерживать постоянный контакт ленты с изделием.
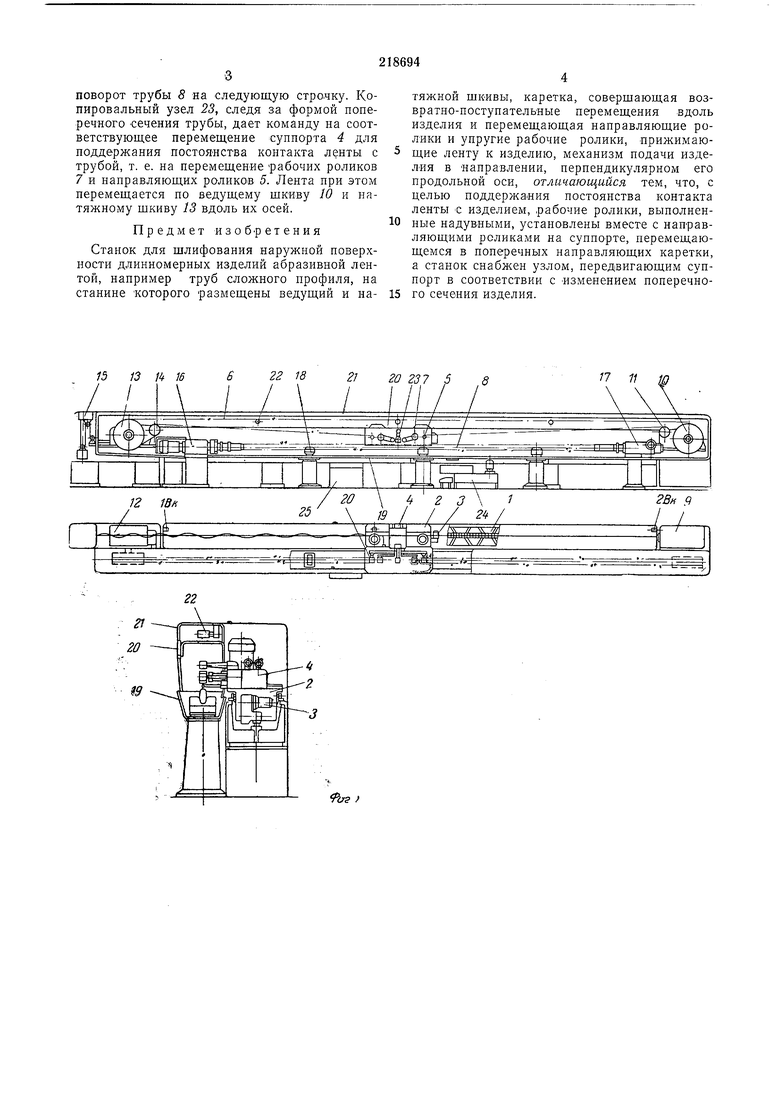
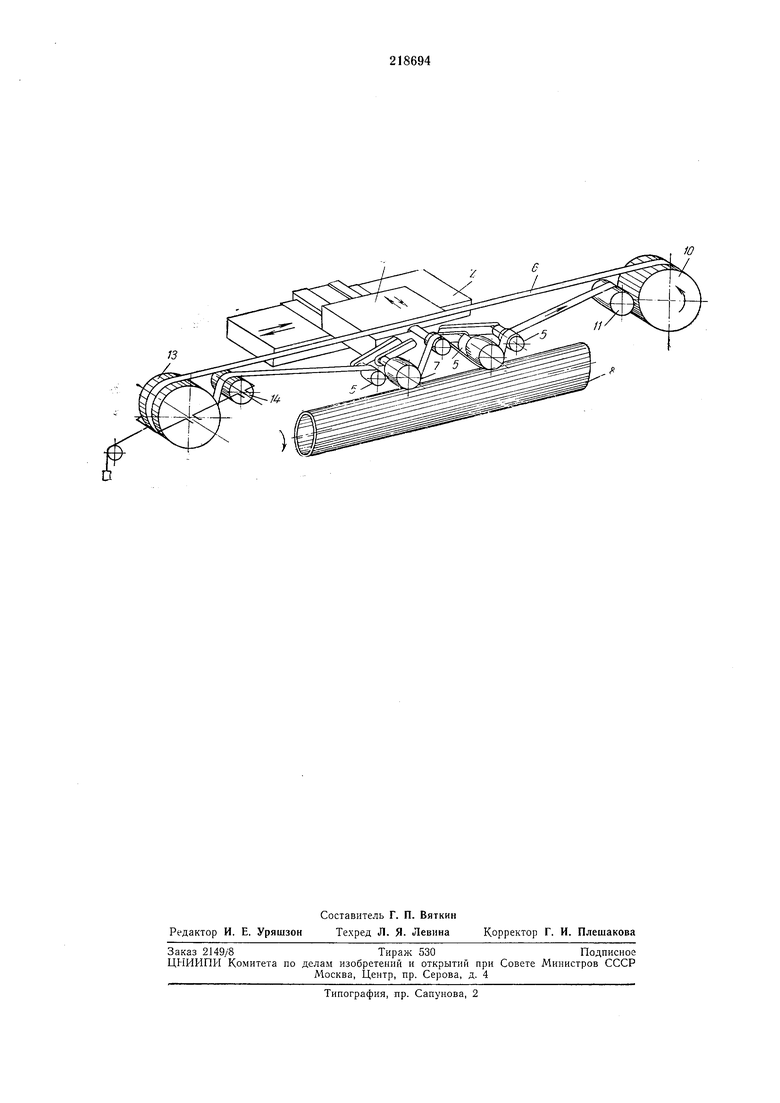
На фиг. 1 изображен предлагаемый станок в трех проекциях (вид спереди, вид сверху и вид слева); на фиг. 2-схема механизма протягивания « перемещения ленты.
На станине 1 перемещается каретка 2 с приводом 5 продольного перемещения я поперечным суппортом 4. На суппорте 4 укреплены обрезиненные направляющие ролики 5, смещающие абразивную ленту 6 в поперечном направлении, и консольяо качающиеся
пневматические рабочие ролики 7, прижимающие абразивную ленту 6 к обрабатываемой трубе 8. На правом конце станины / установлен привод 9 абразивной ленты с ведущим
щкивом 10 и роликом //. На левом конце станины помещены натяжная станция J2 с натяжиым щкивом 13, роликом М и натяжным устройством 15, а также механизм строчечной подачи 16, вращаюЩИЙ обрабатываемую трубу, которую поддерживают задняя бабка 17 и люнеты 18, расположенные над корытом 19. Зона шлифования закрыта подвижным кожухом 20, расположенным внутри ограждения 21 с поддерживающими роликами 22. На
вертикальных направляющих суппорта 4 установлен копировальный узел 23. На станине / установлены система охлаждения 24, пульт управления 25, а конечные выключатели 1Вк и 2Вк реверса каретки 2 и поворота
трубы на следующую строчку.
Абразивная лента обегает цилиндрический обрезиненный щкив 10, ролик 11, направляющие ролики 5, рабочие ролики 7, ролик 14 и обрезиненный цилиндрический натяжной
щкив 13.
поворот трубы 8 на следующую строчку. Копировальный узел 23, следя за формой поперечного сечения трубы, дает команду на соответствующее перемещение суппорта 4 для поддержания постоянства контакта ленты с трубой, т. е. на перемещение рабочих роликов 7 и направляющих роликов 5. Лента при этом перемещается по ведущему щкиву 10 и натяжному шкиву 13 вдоль их осей.
Предмет изобретения
Станок для щлифования наружной поверхности длинномерных изделий абразивной лентой, например труб сложного профиля, на станине которого размещены ведущий и натяжной шкивы, каретка, совершающая возвратно-поступательные перемещения вдоль изделия и перемещающая направляющие роликн и упругие рабочие ролики, прижимающие ленту к изделию, механизм подачи изделия в направлении, перпендикулярном его продольной оси, отличающийся тем, что, с целью поддержаиия постоянства контакта ленты € изделием, рабочие ролики, выполненные надувпыми, установлены вместе с направляющими роликами на суппорте, перемещающемся в поперечных направляющих каретки, а станок снабжен узлом, передвигающим суппорт в соответствии с изменением поперечного сечения изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| УНИВЕРСАЛЬНЫЙ ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2014 |
|
RU2555290C1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2002 |
|
RU2228831C2 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ПЕРА ЛОПАСТИ ВОЗДУШНОГО ВИНТА | 1984 |
|
SU1254643A3 |
| ЛЕНТОЧНОШЛИФОВАЛЬИЫЙ СТАНОК | 1972 |
|
SU327991A1 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU921803A1 |
75 /5 W /5
Ьг
