По авт. св. № 242703 известен лепточношлифовальный станок для обработки наружной поверхности длинномерных труб сложного профиля.
Предложенный станок отличается тем, что механизм управления угловой подачей изделия содержит интегральное устройство, выполненное в виде червячного редуктора с приводом от электродвигателя, выходной вал которого связан с плавающим червяком, и корректирующий механизм. Это обеспечивает снятие равномерного слоя металла по всей обрабатываемой поверхности.
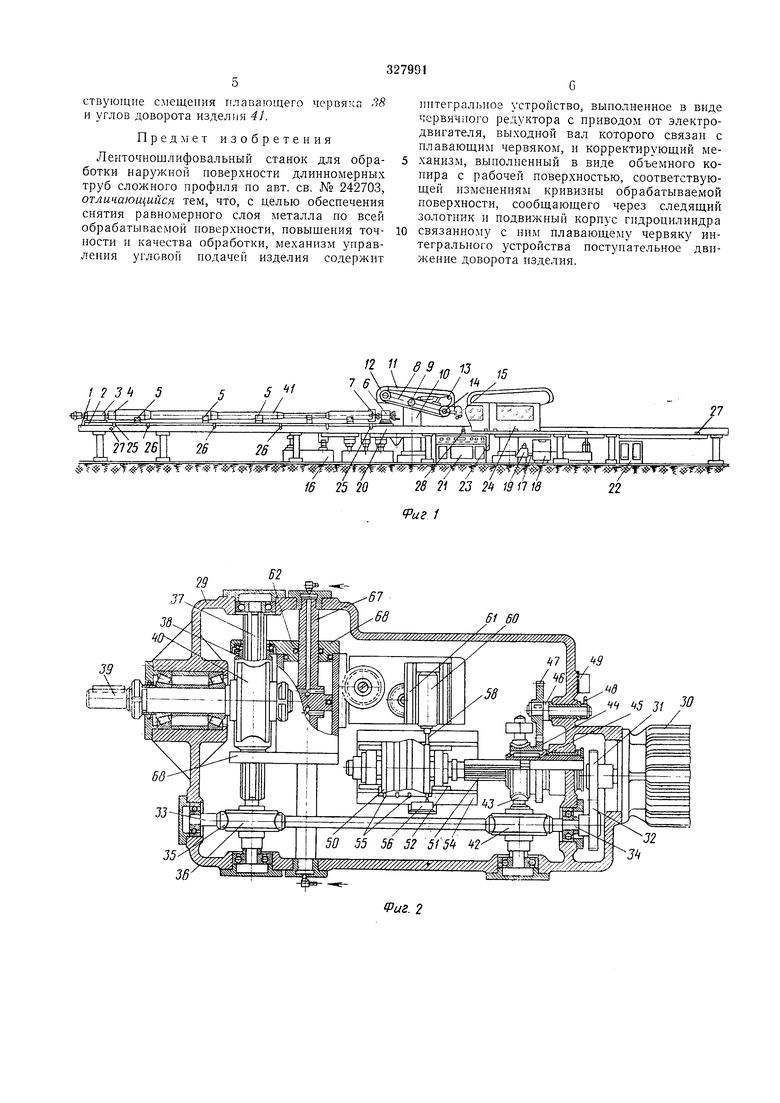
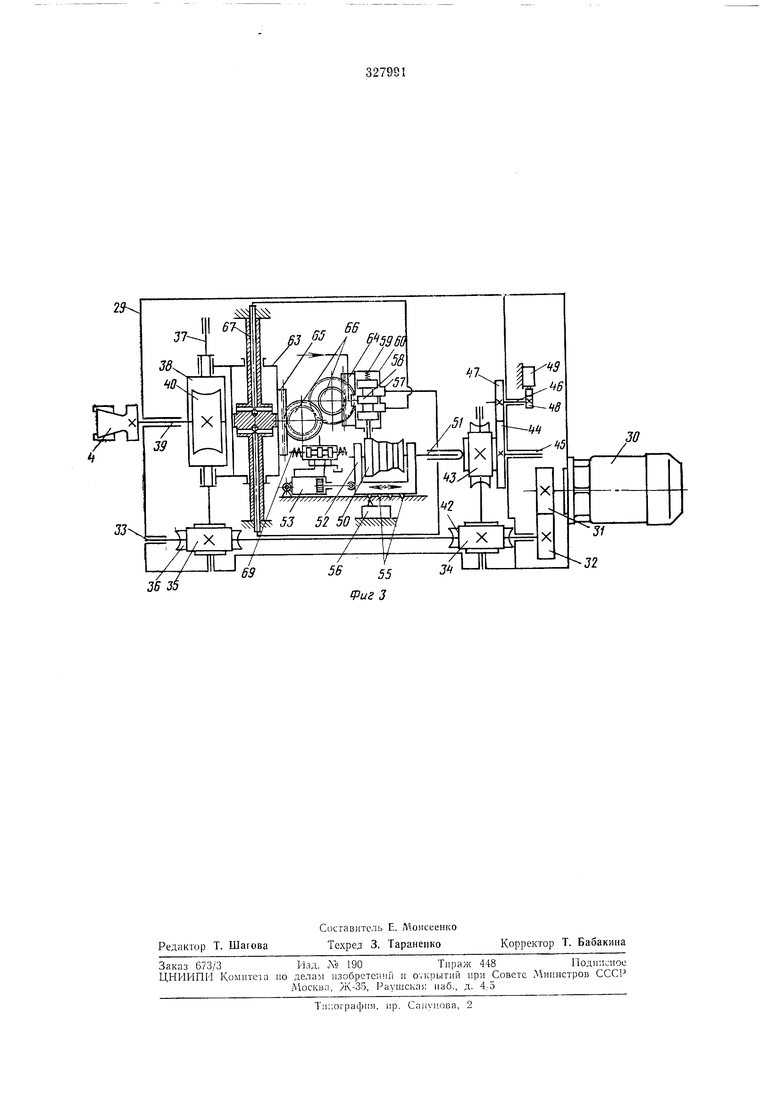
На фиг. 1 схематически изображен предложенный станок, общий вид; на фиг. 2 - устройство управления угловой подачей изделия; на фиг. 3 - гидрокинематическая схема устройства.
Ленточношлифовальный станок для обработки наружной поверхности длииномерных изделий переменного профиля состоит из станины /, на направляющих которой смонтирован подвижный стол 2 с закрепленным па нем устройством 3 управления угловой подачей, на выходном валу которого установлена разжимная оправка 4 с эллиптическими и цилиндрическими люнетами 5 и задней бабкой 6 с самоцентрирующим патроном 7; двух щлифовальных головок 8, смонтированных на гильзе 9 кулисных стоек 10 с абразивными
лентами //, надетыми на приводные шкивы 12, натяжных шкивов 13 и пневматических контактных роликов 14 с гидрокопировальными приборами 15; гидравлической насосной станции 16; системы охлаждения 17 с фильтром 18 и магнитным сепаратором 19, установленными под стапипой; привода 20 возвратно-поступательного движения стола 2; нульта 21 управления и электроразводки с электрошкафом 22 На правой стороне пульта 21 управления установлен механизм 23 ручного управления поперечным иеремещепием правой шлифовальной головки 8. Рабочая зона станка снабжеиа ограждением 24, состоящим из отдельных перемеп1ающихся на роликах остекленных щитков. На боковой новерхности стола 2 по концам изделия смонтированы кулачки 25 управления угловой подачей изделия постоянной величины, а кулачки 26 управления поворотом - под переходными с одной кривизны на другую участками изделия. Соответствуюи1,ие им конмог-ыс выключатели 27 и 28 закре11.:1ены на станине /. Устройство 3 управления угловой подачей имеет смонт :рованные в одном корпусе 29 интегральное устройство н корректирующий механизм. Интегральное устройство вынолнено из цепи подачи изделия на угол постоянной величины и цепи настройки величины угла этой подачи. Цепь подачи изделия на угол nocTOiJiiiioii величины состоит из прикрепленного к корпусу 29 фланцевого электродвигателя 30, па валу которого насажено зубчатое колесо 31, находящееся в зацепленни с зубчатым колесом 32, насаженным на длинный вал 33 с двумя червяками 34 и 35. Червяк 35 находится в зацеплении с червячным колесом 36, закрепленным на валу 37 с плавающим червяком 38, смонтированным на его шлицах. На одном коиде выходного вала 39 насажено червячное колесо 40, а на другом конце которого закреплена разжимная оправка - с изделием 41. Цепь настройки величины угла подачи включает находящееся в зацеплении с червяком 34 червячное колесо 42, закрепленное на червячном валу 43, передающим движение червячному колесу зубчатого блока 44, смонтированного на пустотелом валу 45 с внутренним шлгпюм вала 46, на одном конце которого закреплено зубчатое колесо 47, находящееся в зацеплении с колесом зубчатого блока 44, па другом - кулачок 48, взаимодействующий с копдевым выключателем 49, смонтированным на корпусе 29. Корректирующий механизм состоит из гидравлической следящей системы и объемного копира 50, рабочая поверхность которого выполнена в соответствии с изменениями кривизны обрабатываемой поверхности и смонтирована на щлицевом валу 5 в опорах салазки 52, подаваемой на шаг гидроцплиндром 53, закрепленным в корпусе 54 направляющих. На салазках 52 установлены кулачки 55 управления подачей па щаг объемного копира 50. Соответствующий им концевой выключатель 56 закреплен па корпусе 54 направляющих. Корректирующий механизм связан с кинематической цепью подачи изделия на угол постоянной величипы интегрального устройства через шлицевое соедипепие валов 51 и 45. Гидравлическая следящая система выполнена из следящего золотника 57, щуп плунжера 58 которого поджимается пружиной 59 к объемному копиру 50, а его корпус 60, установленный в направляющих 61, связан с корпусом 62 гидроцилиндра 63 доворота обратной зубчатой связью, состоящей из реек 64 и 65, одна из которых закреплена на корпусе следящего зологпика, а - па подвижном корпусе гндроцплиндра (о доворота и зубчатых колес 66. Шток 67 гидроцилиндра 63 доворота закреплен неподвижно, а корпус его жестко связан крьниками 68 с плавающим червяком 38. Обрабатываемое изделие 41 устапавлнвается на эллиптические и цилиндрические люпгты 5 стола 2 н закрепляется с одной стороны в самоцеитрирующем патроне 7 задней бабки 6, с другой стороны - в разжи.мпоп оправке 4 устройства 3 управления угловой подачей. Нрпводятся в движение абразивные ленты У/ шлифовальных головок 8 и включается возЕ)5атно-посту;1атсльпое движение стола 2 с изделием 41. Пневматические контактные ролики 14 прижимают абразивпу10 лепту // к обрабатывае.мой поверхносги, а с;гедящие ролики гидроконировальных приборов 15 выводят их на верхнюю точку кривизны. Нодача изделия 4 на угол иостоянной величины производится в конце каждого хода стола 2. Кулачки 25 управления нажимают на концевые выключатели 27 и включают в работу электродвигатель 30, который через цилиндрическую пару зубчатых колес 31 и 32, червяк 35 и червячное колесо 36 и червяк ,3 п червячное колесо 40 осуществляет подачу изделия на угол постоянной величины. Электродвигатель 30 через зубчатые колеса 31 и 32, червяк 34 и червячное колесо 42 п червячный вал 43 новорачпвает блок 44 червячного и прямозубого колес и нустотелый вал 45, который, в свою очередь, новорачивает шлицевой вал 51 с объемным копиром 50 на угловую подачу постоянной величины. Таким образом, угловые подачи постоянной величииы изде.лия и объемного копира оказываются согласованными. Кулачок 48 унравления, получающий поворот от червячного колеса блока 44 через колесо 47 и вал 46, выключает электродвигатель 30 из работы. Передаточное число цепи настройки величины угла подачи определяет истипное значение угла поворота изделия 41 в конце каждого хода стола 2. Совмещение расчетной траектории шлифуемой строки с инстру.ментом осуществляется доворотом изделия в процессе шлифования до расчетного угла для каждо11 кривизиы обрабатываемой поверхности. В процессе шлифования при возвратно-постунательном пере.мещении стола 2 с изделием 41 кулачки 26 управления при прохождении под инструментом переходного участка с одной кривизны на другую нажимают на концевой выключатель 28, включающий в работу электромагнитный золотник 69, через проточки которого масло но трубопроводам поступает в гидроцилиндр 53 и пере.мещает на щаг салазки 52 с объемным копиром 50. Останов салазок 52 осуществляется кулачкамн 55 управления, выключающими через концевой выключатель 56 из работы электромагнитный золотник 69. При перемещении салазок 52 плунжер 58, щуп которого постоянно контактирует с поверхностью объемного копиря 50, смещается, и через проточки корпуса следящего золотника масло ноступает в нолости гидроцилипдра 63 доворота и перемещает его корпус 62 с плавающим червяком 38. Плавающий червяк 38 работает в этом случае в качестве рейки и, нере.мещаясь, поворачивает червячное колесо 40 и изделие 41. Одновременно корпус гидроцилиндра 63 доворота, перемещаясь, через зубчатую обратную связь возвращает корпус 60 следящего золотника в нейтральное положение. Щели в проточках корпуса следящего золотника перекрываются, и гидроцилиняр 63 доворота останавливается. Таким образом, смещение плунжера 58 следящего золотника 57, определяемое
ствующие смещения плавающего червяка Л. и углов доворота изделия 41.
Предмет изобретения
Ленточношлифовальный станок для обработки наружной поверхности длинномерных труб сложного профиля по авт. св. № 242703, отличающийся тем, что, с целью обеспечения снятия равномерного слоя металла по всей обрабатываемой поверхности, повышения точности п качества обработки, механизм управления угловой подачей изделия содержит
лптеграл1 ное устропство, выполненное в виде червячного редуктора с приводом от электродвигателя, выходной вал которого связан с плавающим червяком, и корректирующий механизм, выполненный в виде объемного копира с рабочей поверхностью, соответствующей изменениям кривизны обрабатываемой поверхности, сообщающего через следящий золотник и подвижный корпус гидроцилиндра связанному с ним плавающему червяку интегрального устройства поступательное движение доворота изделия.

| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок для обра-бОТКи НАРужНОй пОВЕРХНОСТи длиННОМЕРНыХТРуб СлОжНОгО пРОфиля | 1979 |
|
SU818827A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИИ | 1973 |
|
SU395239A1 |
| Многошпиндельный копировально-фрезерный станок | 1974 |
|
SU682327A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Копировальный станок | 1979 |
|
SU795898A1 |
| Зубодолбежный станок | 1984 |
|
SU1255314A1 |
| ГИДРОКОПИРОВАЛЬНЫЙ ПОПЕРЕЧНО- СТРОГАЛЬНЫЙ СТАНОК | 1971 |
|
SU290799A1 |
| Токарный станок для обработки канавок кулачков самоцентрирующих патронов | 1982 |
|
SU1077705A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
/ 2 J «t
TJSTW
22 16 25 2028 21 23 2 191713 VuZ 1
III .r
P F / /%й
u 7hl2/5,
