Известные устройства для изготовления винтовых пружин содержат две синхронно вращающиеся цангн, в которых закрепляется жесткая оправка, и суппорт с зажатой в нем навиваемой проволокой, перемещаемый вдоль оправки. В конце хода суппорта установлен нож, отрезающий пружины. Оправку удаляют из пружины вручную. Для получения пружин с внутренним диаметром, равным или меньшим нуля, на выходе пружины с оправки установлены ролики, обкатывающие пружину по наружному диаметру.
Однако при этом нарушается геометрия шага пружины и наружная поверхность ее.
Предложенное устройство позволяет изготовлять пружины с малым внутренним диаметром и повысить точность их геометрических размеров.
Это обеспечивается тем, что одна из вращающихся цанг устройства выполнена с возможностью осевого перемещения для деформирования оправки в винтообразную форму под действием усилия натяжения подаваемой на навивку проволоки. С другой вращающейся цангой жестко связан имеющий осевое перемещение механизм натяжения оправки, выполненной в виде проволоки, со смонтированным на этом механизме барабаном с намотанной на нем проволокой, подаваемой на оправку. Для подачи навитой пружины устройство снабжено цангой, установленной соосно с вращающимися цангами и перемещаемой в осевом направлении, а для отделения навитой пружины от оправки снабжено лапкой, установленной с возможностью осевого перемещения. Привод всех механизмов осуществляется от кулачкового вала.
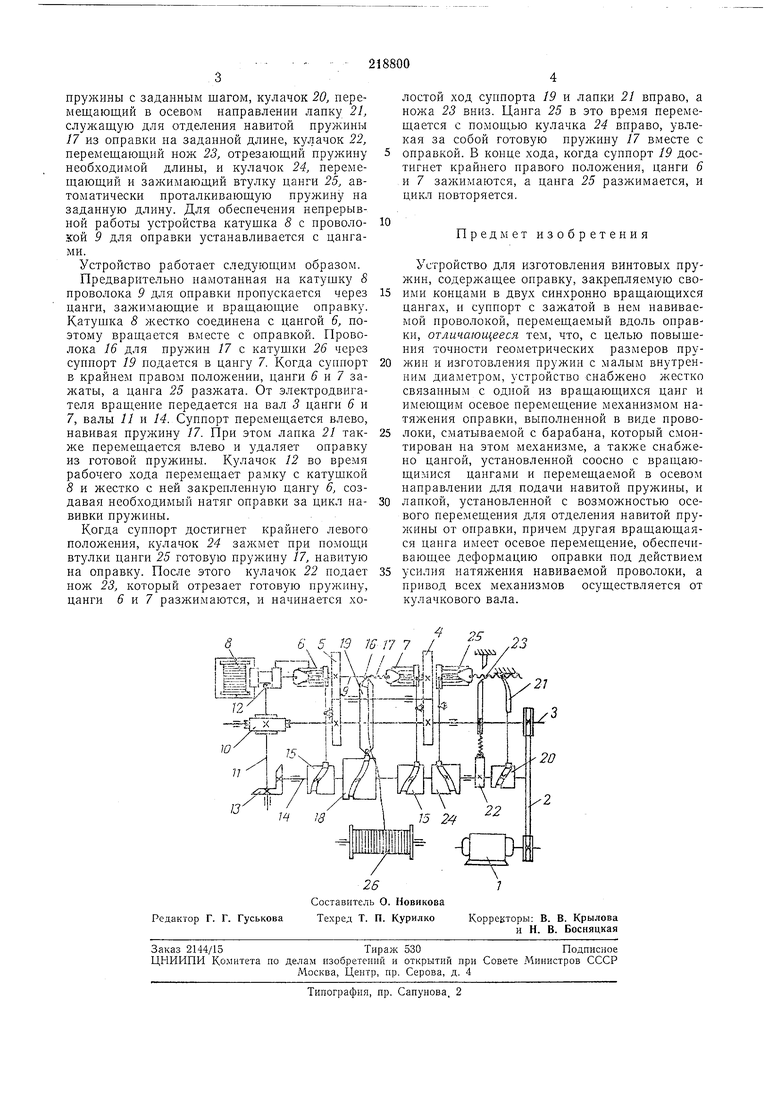
На чертеже схематически изображено описываемое устройство.
Оно содержит электродвигатель Л через ременную передачу 2 передающий вращение валу 3, который через зубчатые пары 4 и 5 передает вращение цангам и 7, а рамке с катушкой 8. На последнюю наматывается проволока 9 для оправки. Через червячную передачу 10 вращение с вала 5 передается на вал //, на одном конце которого закреплен кулачок 12, позволяющий регулировать в процессе работы механизм натяжения оправки, вследствие чего можно получать цилиндрические или конические пружины заданного наружного и внутреннего диаметров и конусности. С вала 11 вращение посредством конической пары 13 передается на распределительный вал 14. На последнем жестко закреплены кулачки 15 для зажима и разжима цанг, вращающих оправку и проволоку 16, из которой навивается 17, кулачок 18, перемещающий суппорт 19 и позволяющий получать
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ из ПРОВОЛОКИ винтовых ПРУЖИН с МАЛЫМ ВНУТРЕННИМ ДИАМЕТРОМ | 1969 |
|
SU238516A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН с МАЛЫМ ВНУТРЕННИМ ДИАЛ1ЕТРОМ | 1968 |
|
SU218801A1 |
| СПОСОБ ИЗГОТОВЛ1-.НИЯ ПРУЖИН | 1969 |
|
SU237796A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Устройство для изготовления винтовых пружин | 1970 |
|
SU294409A1 |
| Устройство для изготовления из проволоки винтовых пружин с малым внутренним диаметром | 1973 |
|
SU451487A2 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН ПРЕИМУЩЕСТВЕННО С МАЛЫМ ИНДЕКСОМ | 1990 |
|
RU2010652C1 |
| Устройство для навивки пружин | 1978 |
|
SU745580A1 |
| Устройство для навивки пружин | 1982 |
|
SU1087237A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОЖИЛЬНЫХ ВИТЫХ ПРУЖИН | 2002 |
|
RU2210455C1 |
