Известен способ изготовления контактов, Содержащих металлы платиновой группы, преимущественно для контактных устройств, работающих на малых уровнях сигнала тока, путем механической обработки контактных поверхностей методами, вызывающими пластическую деформацию.
Однако такие контакты сравнительно ненадежны, так как на контактной поверхности образуется поверхностная пленка, увеличивающая контактное сопротивление. Установлено, что токонепроводящие поверхностные пленки возникают при работе контактов, изготовленных из сплавов на основе платины, и могут иметь окисную природу. В образовании подобных пленок определяющую роль играет растворенный в сплаве кислород.
Вакуумным обезгаживанием можно исклн.чить из сплава кислород, свести к минимуму образование окисных пленок и тем самым резко повысить коммутационные свойства контактов.
На практике при конечной обработке контактов часто применяют механические методы обработки контактной поверхности, при которой происходит диффузия кислорода из среды, где происходит обработка в поверхностные слои металла. Это может привести к насыщению поверхностных слоев кислородом. Диффузия кислорода в поверхностные слои происходит одновременно с пластическими деформациями. С увеличением степени деформащш платиновых сплавов на воздухе увеличивается количество диффундировавшего в поверхность
кислорода, что увеличивает интенсивиость образования окисных пленок.
Диффузия кислорода в деформируемую поверхность и интенсивность образования поверхностных токонепроводящих плеиок зависит от способности металлов и сплавов платиновой группы растворять кислород.
Существуют способы увеличения надежности работы контактных устройств, заключающиеся в дублировании контактов, разрушении
пленок током. Но это не исключает образования пленок. Радикальное решение вопроса для платиновых сплавов - исключение диффузии кислорода в поверхностный слой в процессе обработки.
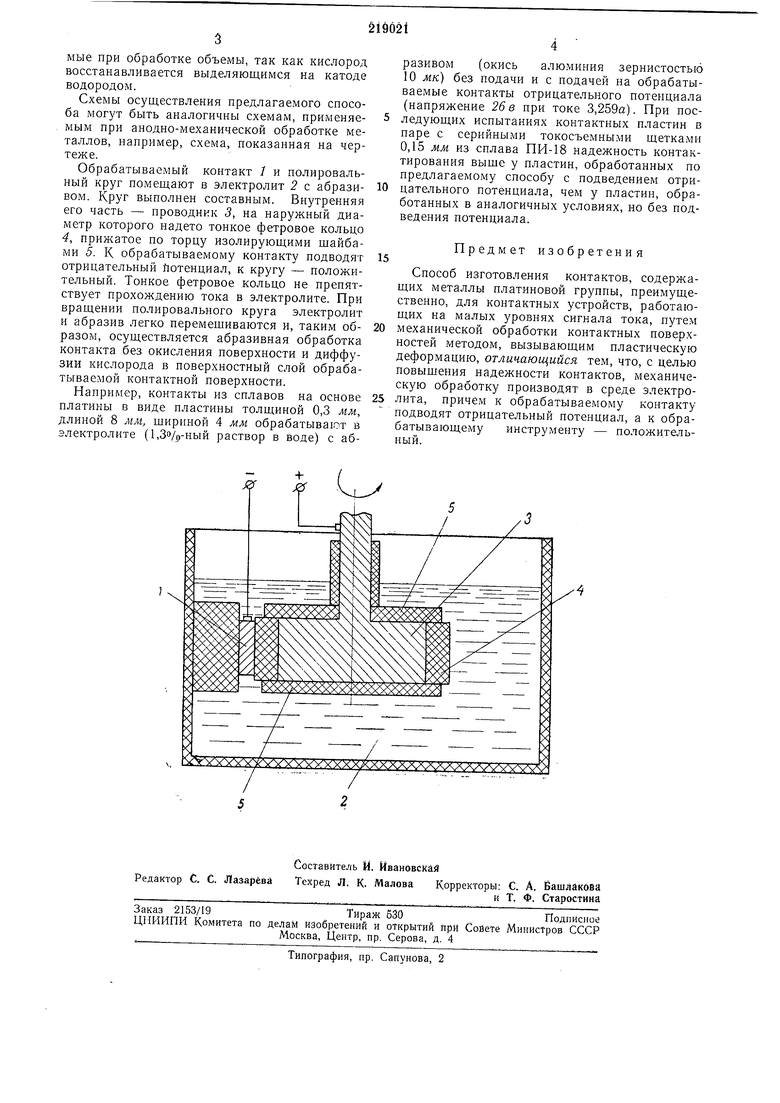
С целью повышения надежности контактных устройств, предлагается механическую обработку контактной поверхности вести в среде электролита. Причем к обрабатываемому контакту подводят отрицательный потенциал (катод), а к обрабатывающему инструменту - положительный (аиод).
Сущность нового способа состоит в том, что. подводя к обрабатываемому контакту катод, можно создать условие невозможности окис
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТОВ | 1968 |
|
SU221183A1 |
| Способ резки токонепроводящих материалов | 1979 |
|
SU865584A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2012 |
|
RU2494839C1 |
| СПОСОБ ФОРМИРОВАНИЯ КОНТАКТНЫХ ПЛОЩАДОК К YBACUO ПЛЕНКАМ | 2013 |
|
RU2538932C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2541388C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОЙ СКОРОСТИ РЕЗАНИЯ | 2011 |
|
RU2465984C2 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ИЗНОСОСТОЙКОСТИ ТВЕРДОСПЛАВНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2013 |
|
RU2534730C1 |
| СПОСОБ ФОРМИРОВАНИЯ YBaCuO-Х ПЛЕНОК С ВЫСОКОЙ ТОКОНЕСУЩЕЙ СПОСОБНОСТЬЮ НА ЗОЛОТОМ БУФЕРНОМ ПОДСЛОЕ | 2013 |
|
RU2538931C2 |
| СТРУКТУРА МЕТАЛЛ-ДИЭЛЕКТРИК-ПОЛУПРОВОДНИК НА ОСНОВЕ СОЕДИНЕНИЙ AB И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2010 |
|
RU2420828C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЗОНЫ РЕЗАНИЯ ЗАГОТОВОК ИЗ АУСТЕНИТНЫХ СТАЛЕЙ | 2018 |
|
RU2688967C1 |
