Данное изобретение представляет собой бесконтактное осциллирующее устройство к шлифовальным станкам для придания осциллирующего движения инструменту.
Известны подобные устройства, включающие механизм управления бесконечной абразивной лентой, приводные и натяжные валики, пневматические датчики и иневмозолотник.
Целью данного изобретения является повышение надежности работы и упрощение конструкции. Достигается это тем, что механизм управлепия бесконечной абразивной лентой выполнен в виде системы пневмозолотиик - два дросселя, соединенных с датчиками, создающими при поочередном их перекрывании абразивной лентой разность давления в механизме управления.
На чертеже изображено предлагаемое устройство.
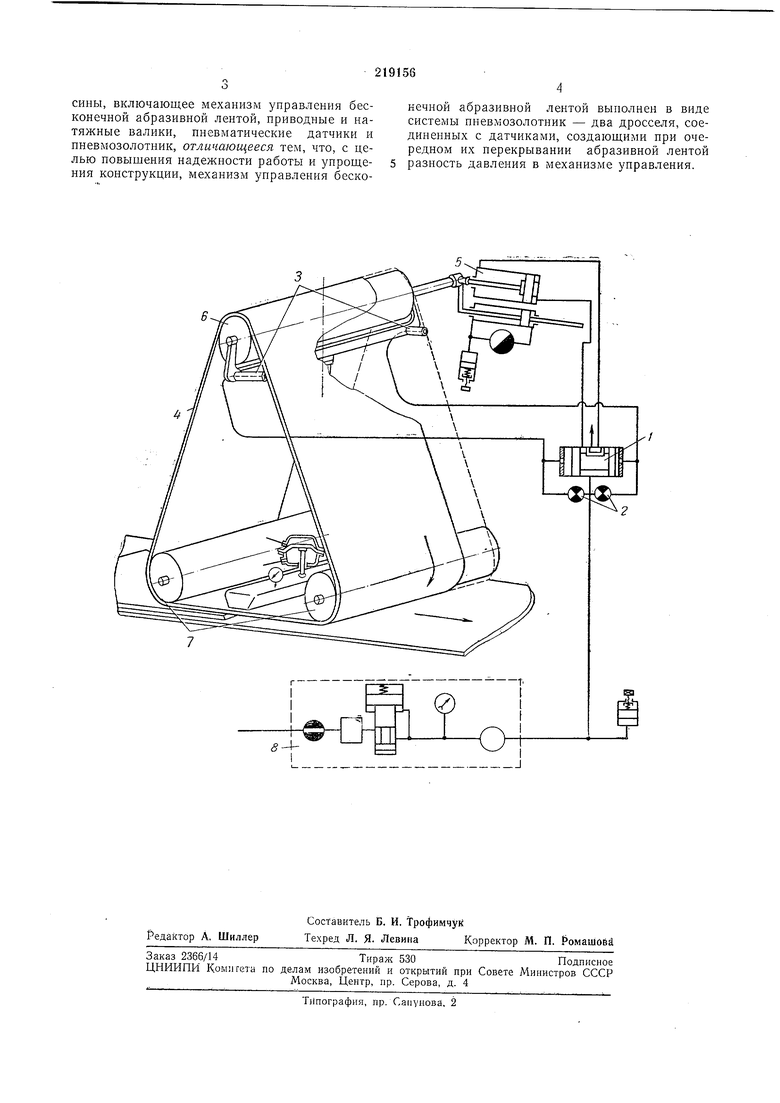
Оно включает распределительный пневматический золотник 1 с пневматическим управлением, дроссели 2, пневматические соила 3, шлифовальную ленту 4, пневмогидроцилиндры 5 с дроссельным устройством, натяжной валик 6, приводные валики 7 и узел 8 подготовки сжатого воздуха.
углов поворота относительно вертикальной, оси, а щлифовальная лепта 4, в свою очередь, может занимать любое положение вдоль осей валиков 6 и 7. При вращении лента 4 смещается вдоль оси валика 6 в зависимости от занятого угла поворота валика.
Как только шлифовальная лента 4 перекроет одно из пневматпческих сопел 3, давление в магистрали перекрытого пневмосопла
возрастет п переместит распределительный пневмозолотник в противоположное крайнее положение. Сжатый воздух через узел 8 будет поступать в другую полость пневмогидроцилиндра 5 с дроссельным устройством.
Происходит иоворот натяжного валика б относительно вертикальной оси.
После этого лента 4 начнет перемещаться в противоположную сторону вдоль оси валика 6 до перекрытия сопла 3.
Как только осуществится это перекрытпе, пропзойдет процесс, аналогичный вышеописанному. Таким образом, происходит осцилляция шлифовальной ленты. Дроссели 2 обеспечивают необходимый расход сжатого воздуха для управлзнпя пневмо30 лоты и ком /.
сины, включающее механизм управления бесконечной абразивной лентой, приводные и натяжные валики, пневматические датчики и пневмозолотник, отличающееся тем, что, с целью повышения надежности работы и упрощения конструкции, механизм управления бесконечной абразивной лентой выполнен в виде системы пиевмозолотник - два дросселя, соединенных с датчиками, создающими при очередном их перекрывании абразивной лентой разность давления в механизме управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩСНИЧЕСКАЯ bMKJHUOiUAА. И. Бурдаков | 1970 |
|
SU271780A1 |
| БЕСКОНТАКТНОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО | 1971 |
|
SU307887A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ БОКОВЫМИ СМЕЩЕНИЯМИ | 1969 |
|
SU237379A1 |
| Ленточно-шлифовальный полуавтомат для скругления кромок пера лопаток газотурбинного двигателя | 1968 |
|
SU284898A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Устройство для управления боковыми смещениями движущейся ленты | 1973 |
|
SU476142A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Ленточно-шлифовальный станок | 1960 |
|
SU141403A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИИ | 1973 |
|
SU395239A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ КОРПУСОВ УПАКОВОЧНЫХ ТУБ ИЗ ПЛЕНОЧНОЙ СВАРИВАЕМОЙ ПЛАСТМАССОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2049671C1 |