Известн устройства для управления бококыми смсидеинями бесконечно абразивной ленты в ленточном шлифовальном , включающие направляющий поворотный валик, нневматнческие датчики, исполнительный механизм и натяжные ролики.
Однако известные устройства недостаточно надежны и, кроме того, не обеспечивают возможности исиользования различных по щирине щлифовальных лент.
В иредлагаемом устройстве датчики установлены у ториов натяжных роликов на нодвнжиых кроищтейнах с возможностью регулироваиия относительно полотна абразивной ленты.
Такое выполнение устройства его надежность и дает возможность использовать различные по шлифовальные ленты.
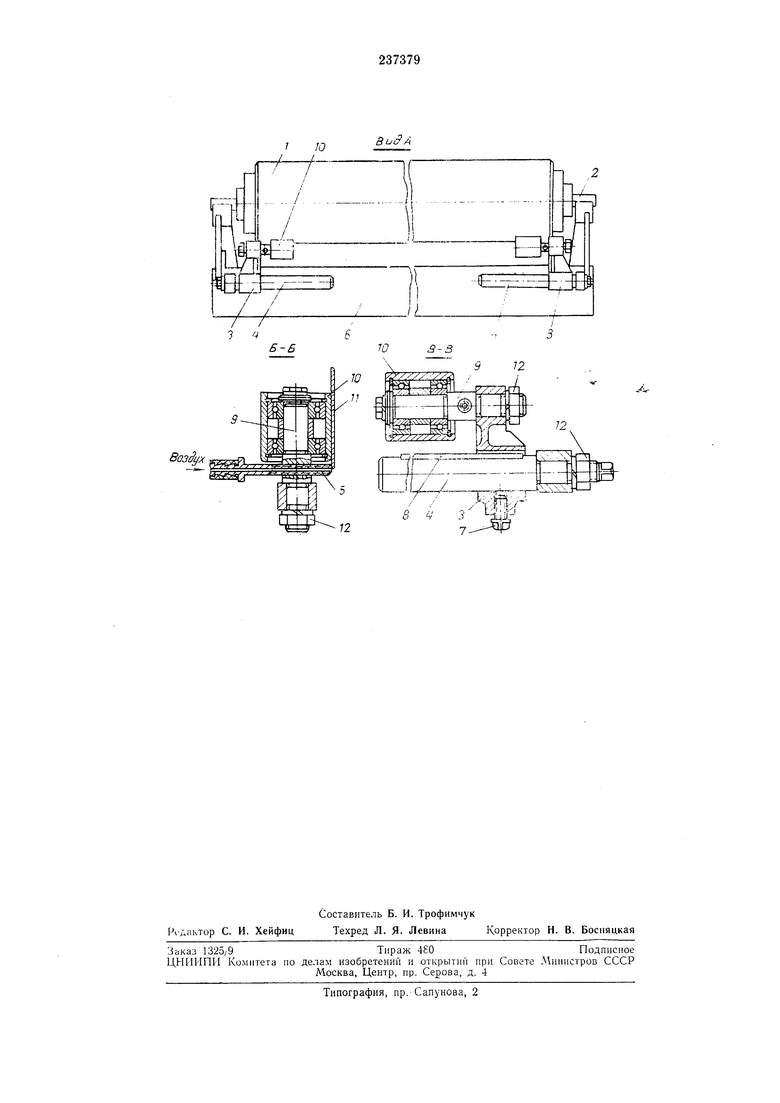
На чертеже представлено описываемое устройство, вид Л и разрезы ио Б-Б и В-В.
Устройство вкл Очает направляющий поворотный валик /, смонтированный на шарикоподшипниках оси 2, два кронштейна 3, установленные на скалках 4 в осевом направлеинн, два пневматических датчика 5 и опору 6.
После установки кронштейиов их фиксируют винтом 7. Для поворота кронштейна 3 относительно оси скалки 4 служит шпонка 8. В свою очередь, кронштейны ,3 несут оси 9 с уста 1овлеииыми иа них через ноди1ипниковые
опоры натяжньв и ролнкамн W, осп которых параллельны оси /. В резьбов з е отвсрст 1я ввернут э1 пневматпческ 1е датчики (штуцера) 5 в неиосредстве)ной близости от роликов 10.
Поворачиванием резьбового коица датчиков в отверстии оси 9 можно регулировать их положение относ1 тельно образующей ролика 10 для обеспечения oити aльнoгo зазора между внутренней стороной иолотна абразивной ленты 11 (которая в зоне пневмат 1ческого датчнка опирается на холостые ролик 10, предохраняя от истирания) выходным соплом .
Для обеснечення плотного контакта (натяжения) внутренней стороны иолотна шлифовальной ленты с образующим роликов 10 скалки 4 с кpoнштeйнa и 3 нмеют возможность углового поворота относительно своей оси. При этo для сохранности перпенд1 кулярного положения оси сопла к полотиу щл 1фовальиой ленты (сохранения оиТ 1мально11 величииы зазора) пневмат 1ческий датчик 5 имеет возможность углового поворота вместе с осью 9 отиос 1тельно пентра оси. Ф 1кса1и1я скалок 4 и ос&и 9 иосле их поворота пр01 зводптся гайками 12.
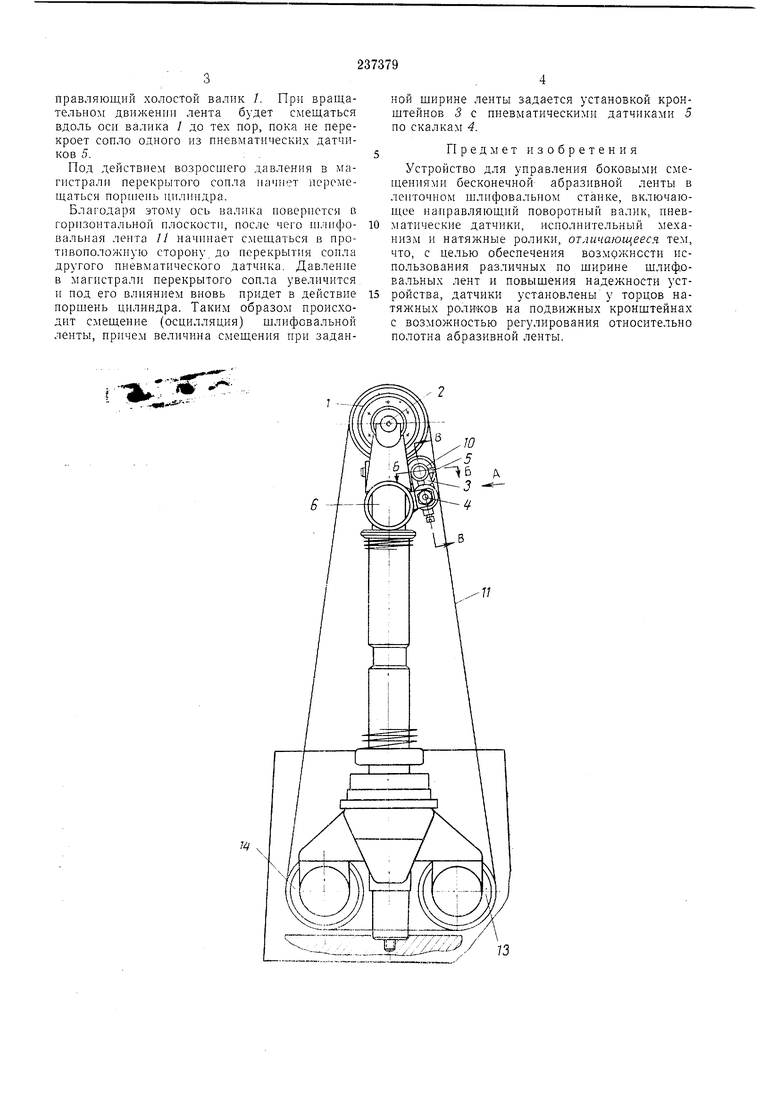
правляющий холостой валик /. При вращательном движении лента будет смещаться вдоль оси валика / до тех иор, пока не перекроет сопло одного из пневматических датчиков 5.. Под действием возросигего давления в магистрали перекрытого сопла начнет перемещаться поргпеиь цилиндра.
Благодаря этому ось валика повернется в горизонтальной илоскости, после чего шлифовальная лента // начпиает смещаться в противоположную сторону до перекрытия сопла другого пневматического датчика. Давление в магистрали перекрытого сопла увеличится и иод его влиянием вновь придет в действие порщень цилиндра. Таким образом происходит смещение (осцилляция) шлифовальной ленты, причем величина смещения при заданной щприне ленты задается установкой кронштейнов 3 с пневматическими датчиками 5 по скалкам 4.
Пред мет изобретения
Устройство для управления боковыми смещениями бесконечной абразивной ленты в ленточном шлифовальном станке, включающее направляющий поворотный валик, иневматические датчики, исполнительный механизм и натяжные ролики, отличающееся тем, что, с целью обеспечения возможности использования различных ио щирине шлифовальных лент и повышения надежности устройства, датчики установлены у торцов натяжных на подвижных кронщтейнах с возможностью регулирования относительно полотна абразивной ленты.
I ,
8ui А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления боковыми смещениями движущейся ленты | 1973 |
|
SU476142A1 |
| БЕСКОНТАКТНОЕ ОСЦИЛЛИРУЮЩЕЕ УСТРОЙСТВО К ШЛИФОВАЛЬНЫМ СТАНКАМ | 1968 |
|
SU219156A1 |
| ЩСНИЧЕСКАЯ bMKJHUOiUAА. И. Бурдаков | 1970 |
|
SU271780A1 |
| БЕСКОНТАКТНОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО | 1971 |
|
SU307887A1 |
| Машина для нанесения шлифовального узора на стеклянные изделия | 1956 |
|
SU108167A1 |
| Ленточно-шлифовальный станок | 1960 |
|
SU141403A1 |
| Устройство для изготовления полировальных кругов | 1983 |
|
SU1135627A1 |
| Устройство для абразивной обработки | 1985 |
|
SU1367849A3 |
| ЛЕНТОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ПРОФИЛЕЙ В ЗОНЕ СВАРНЫХ СТЫКОВ | 1966 |
|
SU216466A1 |
| Папп-машина для формования волокно-цементных труб и для нанесения волокно-цементной изоляции на трубы | 1947 |
|
SU74537A1 |