Изобретение относится к текстильной прьмышленности, конкретно,- к изготовлению фильтров, ,нaпpимep для молока. Известен автомат для изготовления фильтров, содержащий смонтированные на основании и кинематически связанные с приводом устройства для раскатки бумажных и фильтровальной лент механизм профильной резки бумажных лент, направляющие валики для бумажных лент, устройство для разделения и транспортирования бумажных лент, приспособление для нанесения клея на одну из бумажных лент, тянульное устройство для бумажных и фильтровальной лент, нагревательный элемент для склеивания кромок бумажных лент, фиксирующий валик для бумажных и фильтровальной лент и ножи для отрезания блока готовых фильтров 1. Недостатком известного автомата является наличие нескольких приводных тянульных пар и сложность их синхронизации, что приводит к несовпадению отверстий в бумажных лентах после того, как между ними будет вложено ватное полотно. Кроме того, бумажные ленты проскальзывают при взаимодействии с вращающимися тянульными парами, что ухудщает качество фильтров. Автомат не надежен в работе и во избежание брака требует постоянного внимания и наладки. Целью изобретения является повышение надежности работы и качества фильтров. Поставленная цель достигается тем, что автомат имеет направляющие элементы с ограничителями бокового смещения бумажных лент, установленные перёд и после механизма профильной резки бумажных лент и перед тянульным устройством, механизм назрезания блока готовых фильтров на единичные фильтры, установленный после ножей для отрезания блока готовых фильтров и кинематически связанный с приводом и бункер-накопитель для готовых фильтров, причем тянульное устройство состоит из каретки, кинематически связанной с приводом и двух прижимов, смонтированных на каретке, а нагревательный элемент расположен на одном из прижимов, при этом фиксирующий валик для бумажных и фильтровальной лент подпружинен и кинематически связан с приводом. При этом направляющие элементы выполнены в виде кронштейна, несущего направляющие пальцы, один из которых имеет ограничительный выступ, а каретка кинематически связана с приводом посредством кривоолипно-шатунного механизма и упоров, расположенных, на основании. Кроме того, один из прижимов, смонтированный на каретке, состоит из короба, двух боковых планок с пазами и с роликами и направляющих реек, установленных на осйбВании и контактирующих с роликами, а другой прижим состоит из пластины с роликами, входящими в пазы боковых планок первого прижима. Причем механизм надрезания блока фильтров на единичные фильтры состоит из наклонной платформы и системы ножниц, одни рычаги которых закреплены в пазах наклонной платформы, а другие подпружинены и соединены с приводом. Дно бункёра-Накопителя выполнено подпружиненным.
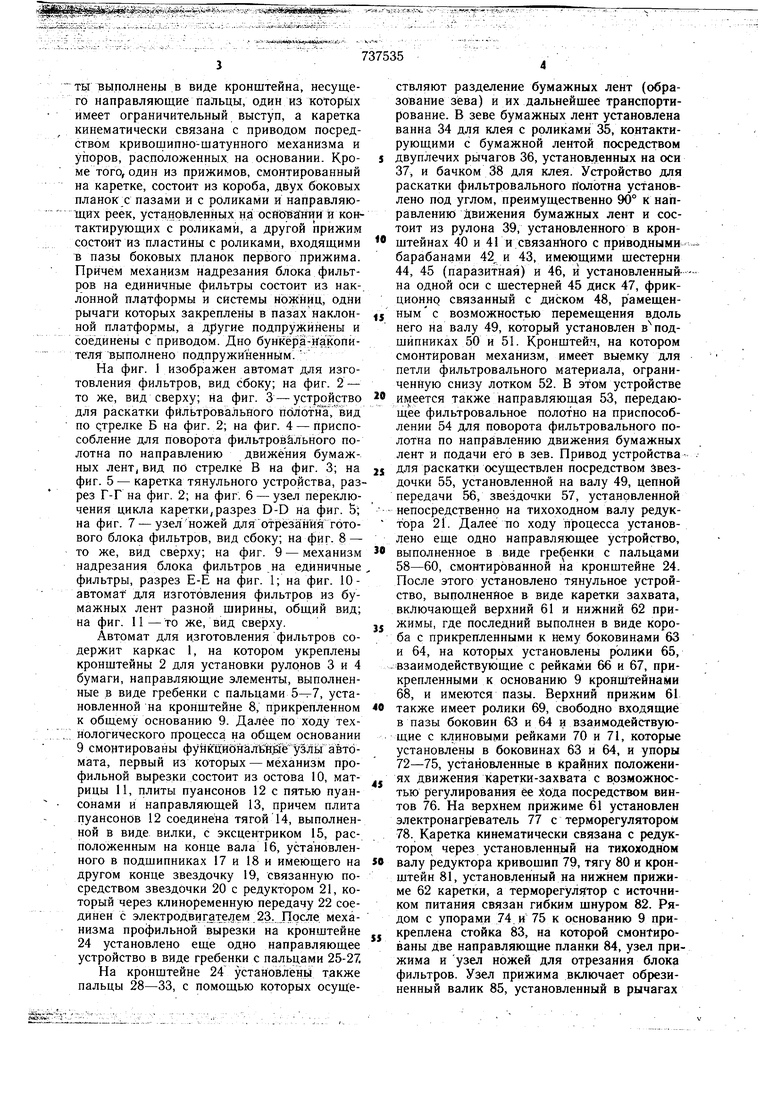
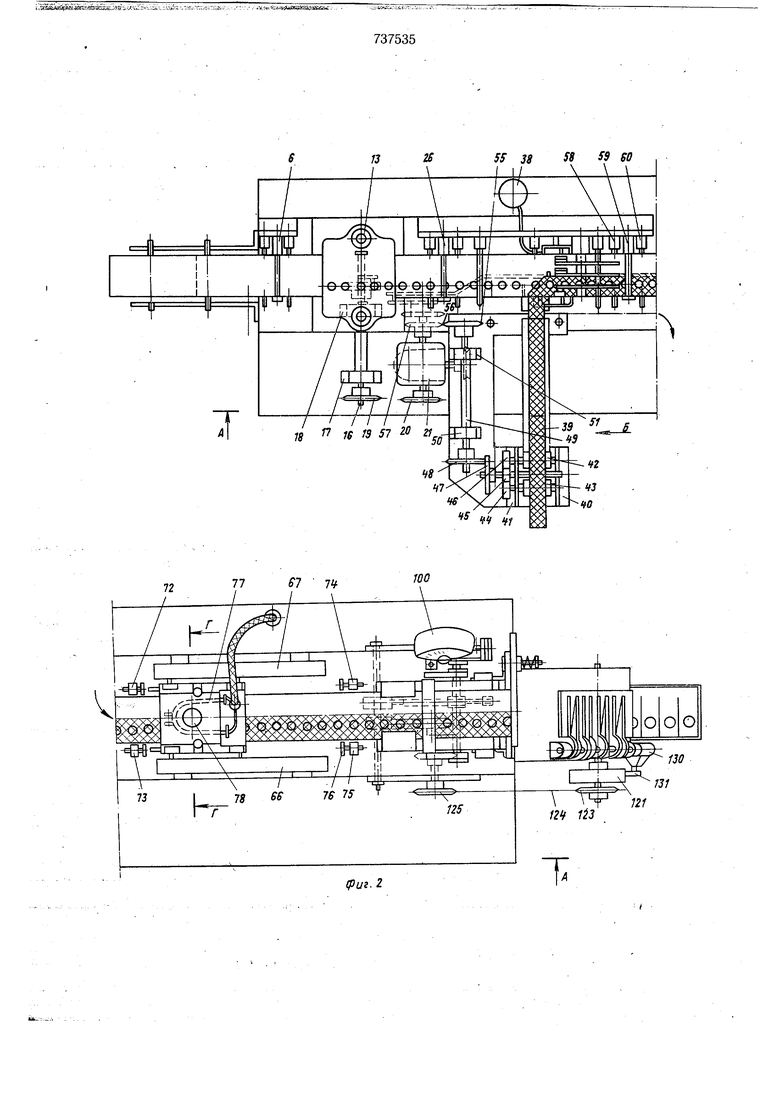
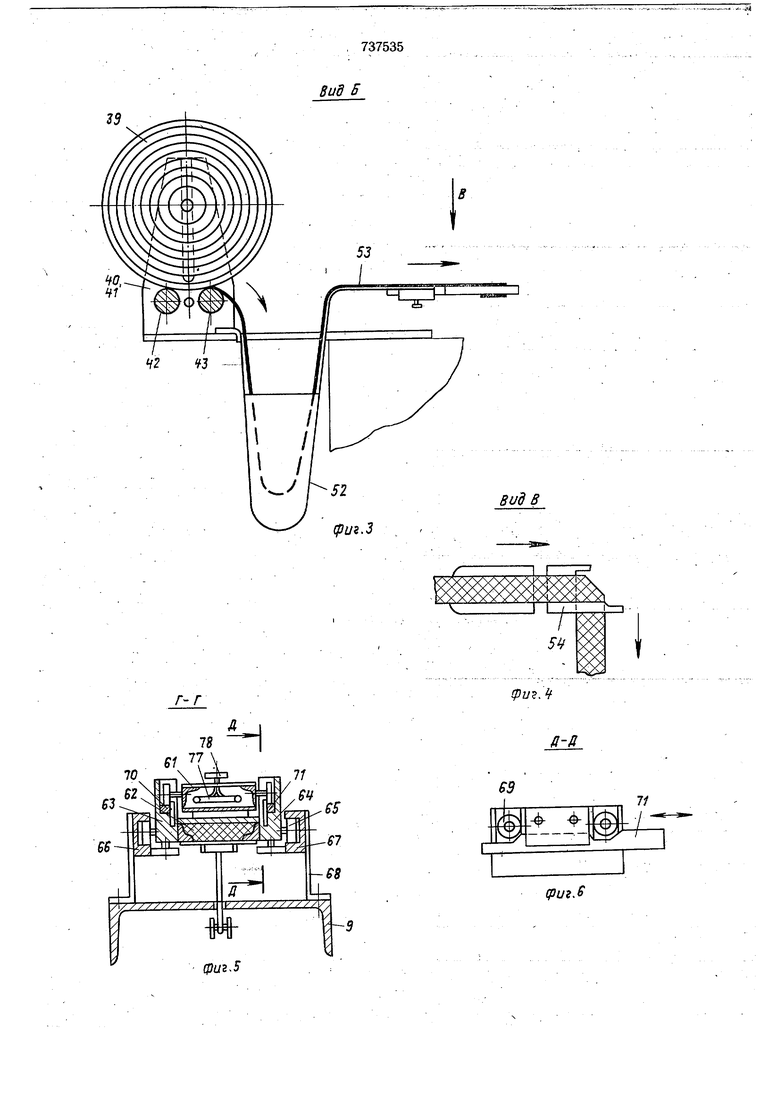
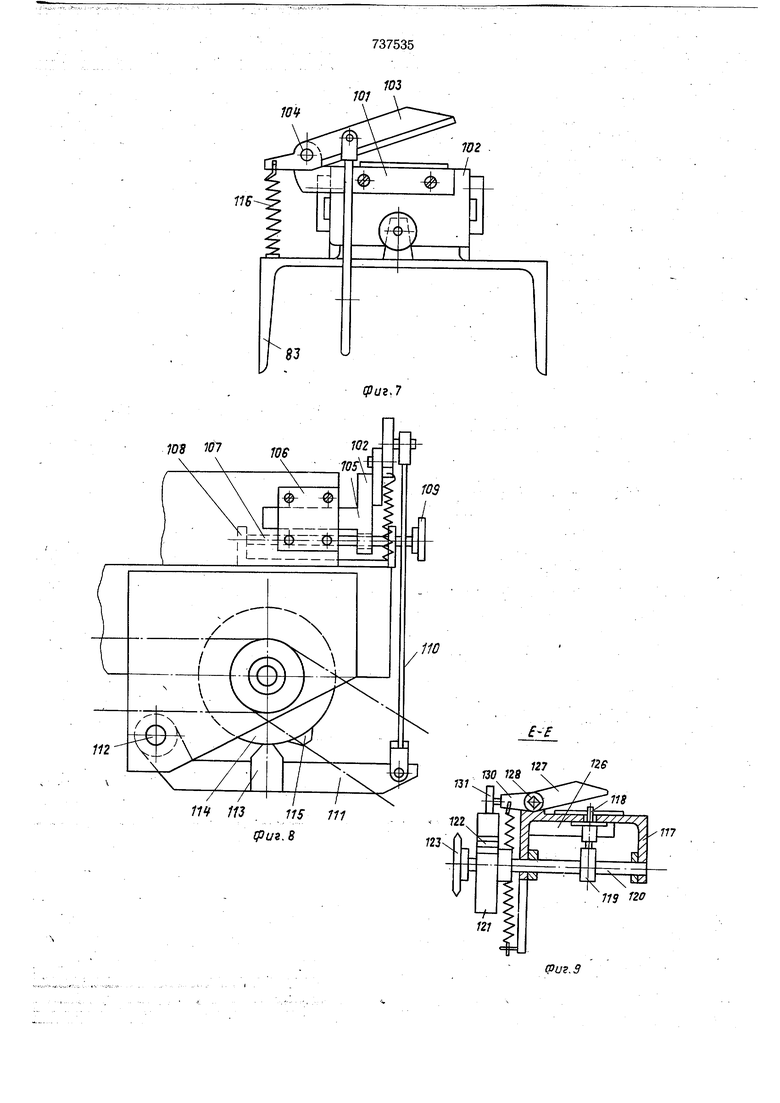
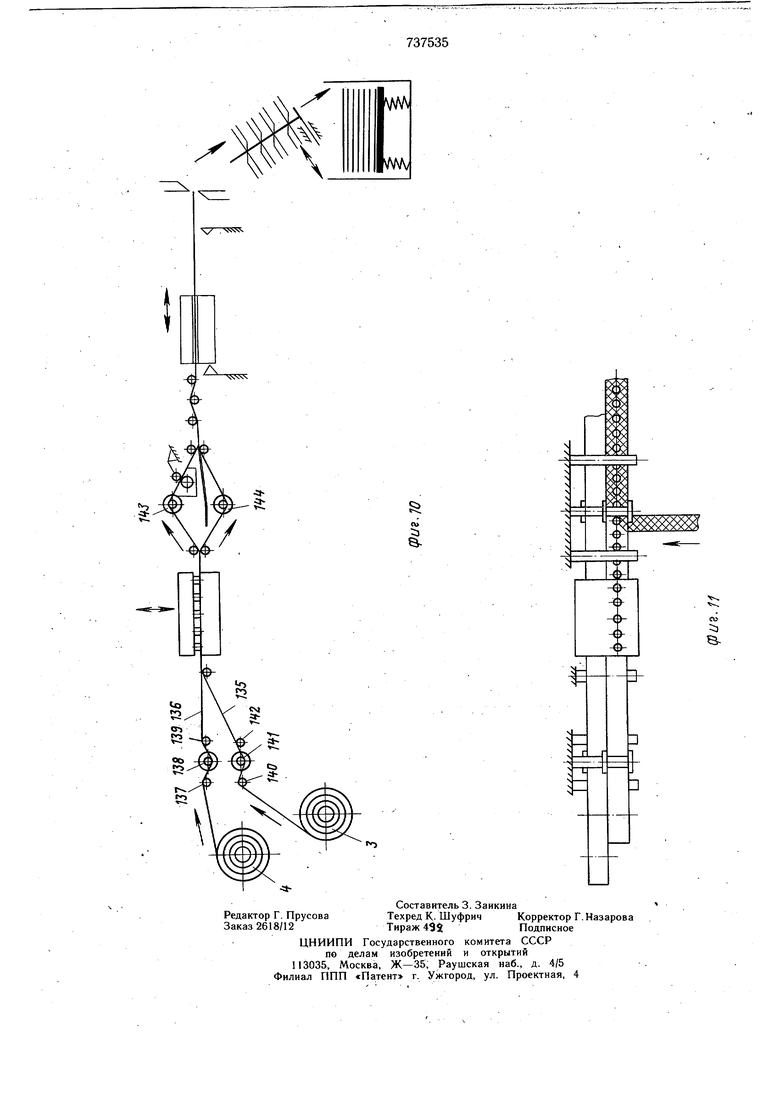
На фиг. I изображен автомат для изготовления фильтров, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - уст1)ойство для раскатки фильтровального полотна , 1вид по стрелке Б на фиг. 2; на фиг. 4 - приспособление для поворота фильтров&Льного полотна по направлению движения бумажных ленТ) вид по стрелке В на фиг. 3; на фиг. 5 - каретка тянульного устройства, разрез Г-Г на фиг. 2; на фиг. б - узел переключения цикла каретки, разрез D-D на фиг. 5; на фиг. 7 - узел ножей для отрёзания готового блока фильтров, вид сбоку; на фиг. 8 - то же, вид сверху; на фиг. 9 - механизм надрезания блока фильтров на единичные фильтры, разрез Е-Е на фиг. 1; на фиг. 10автомаТ для изготовления фильтров из бумажных лент разной щирины, общий вид; на фиг. 11-то же, вид сверху.
Автомат для изготовления фильтров содержит каркас 1, на котором укреплены кронщтейны 2 для установки рулонов 3 и 4 бумаги, направляющие элементы, выполненные в виде гребенки с пальцами , установленной на кронщтейне 8, прикрепленном к общему основанию 9. Далее по ходу тех; нологического процесса на общем основании 9 смонтированы фунЩйонаЙКШГ узлы автомата, первый из которых - механизм профильной вырезки состоит из остова 10, матрицы 11, плиты пуансонов 12 с пятью пуансонами и направляющей 13, причем плита пуансонов 12 соединена тягой 14, выполненной в виде вилки, с эксцентриком 15, расположенным на конце вала 16, установленного в подщипниках 17 и 18 и имеющего на другом конце звездочку 19, связанную посредством звездочки 20 с редуктором 21, который через клиноременную передачу 22 соединен с электродвигателем 23.,П9сле. механизма профильной вырезки на кронщтейне 24 установлено еще одно направляющее устройство в виде гребенки с пальцами 25-27.
На кронщтейне 24 установлены также пальцы 28-33, с помощью которых осуще737535
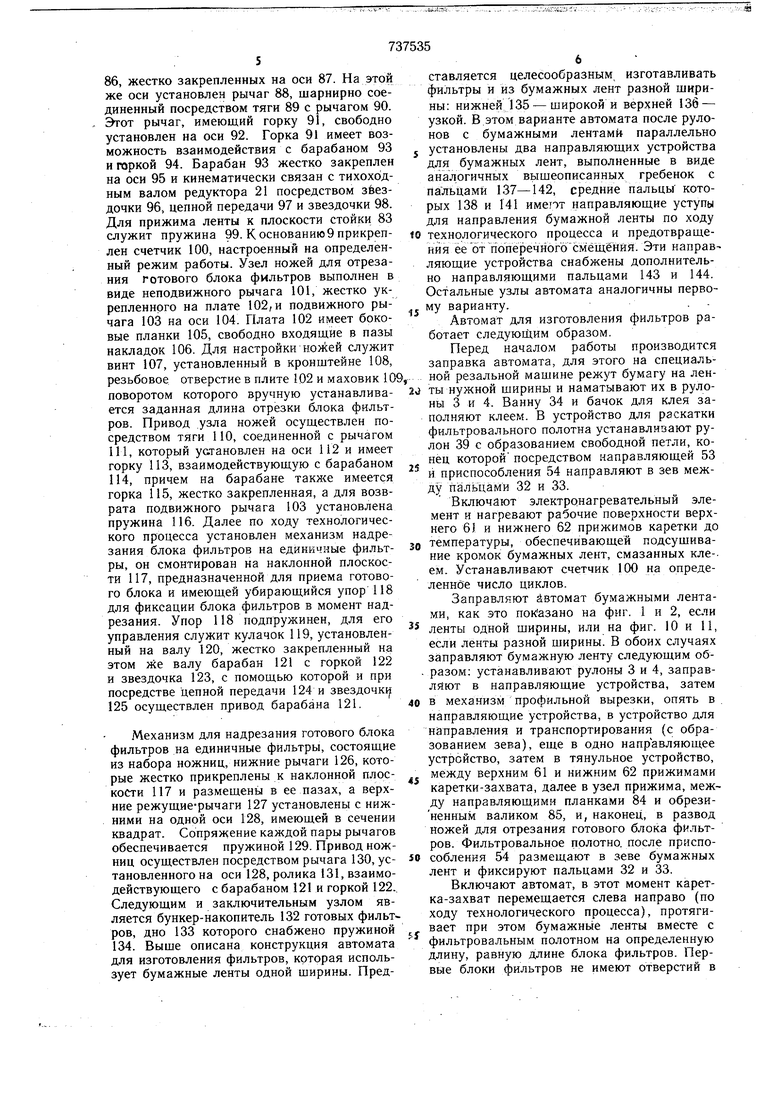
ствляют разделение бумажных лент (образование зева) и их дальнейшее транспортирование. В зеве бумажных лент установлена ванна 34 для клея с роликами 35, контактирующими с бумажной лентой посредством 5 двуплечих рычагов 36, установленных на оси 37, и бачком 38 для клея. Устройство для раскатки фильтровального Полотна установлено под углом, преимущественно 90° к направлению Движения бумажных лент и состоит из рулона 39, установленного в крон щтейнах 40 и 41 и связанного с приводными барабанами 42 и 43, имеющими щестерни 44, 45 (паразитная) и 46, и установленныйна одной оси с шестерней 45 диск 47, фрикционнр связанный с диском 48, рамещен5 ным с возможностью перемещения вдоль него на валу 49, который установлен в подщипниках 50 и 51. Кронщтейн, на котором смонтирован механизм, имеет выемку для петли фильтровального материала, ограниченную снизу лотком 52. В этом устройстве
® имеется также направляющая 53, передающее фильтровальное полотно на приспособлении 54 для поворота фильтровального полотна по направлению движения бумажных лент и подачи его в зев. Привод устройства
5 для раскатки осуществлен посредством Звездочки 55, установленной на валу 49, цепной передачи 56, звездочки 57, установленной непосредственно на тихоходном валу редуктора 21. Далее по ходу процесса установлено еще одно направляющее устройство,
выполненное в виде гребенки с пальцами 58-60, смонтированной на кронштейне 24. После этого установлено тянульное устройство, вьщолненйое в виде каретки захвата, включающей верхний 61 и нижний 62 при. жимы, где последний выполнен в виде короба с прикрепленными к нему боковинами 63 и 64, на которых установлены ролики 65, взаимодействующие с рейками 66 и 67, прикрепленными к основанию 9 кронштейнами 68, и имеются пазы. Верхний прижим 61
в также имеет ролики 69, свободно входящие в пазы боковин 63 и 64 и взаимодействующие с клиновыми рейками 70 и 71, которые установлены в боковинах 63 и 64, и упоры 72-75, установленные в крайних положениj ях движения каретки-захвата с возможностью регулирования ее ){ода посредством винтов 76. На верхнем прижиме 61 установлен электронагреватель 77 с терморегулятором 78. Каретка кинематически связана с редуктором через установленный на тихоходном
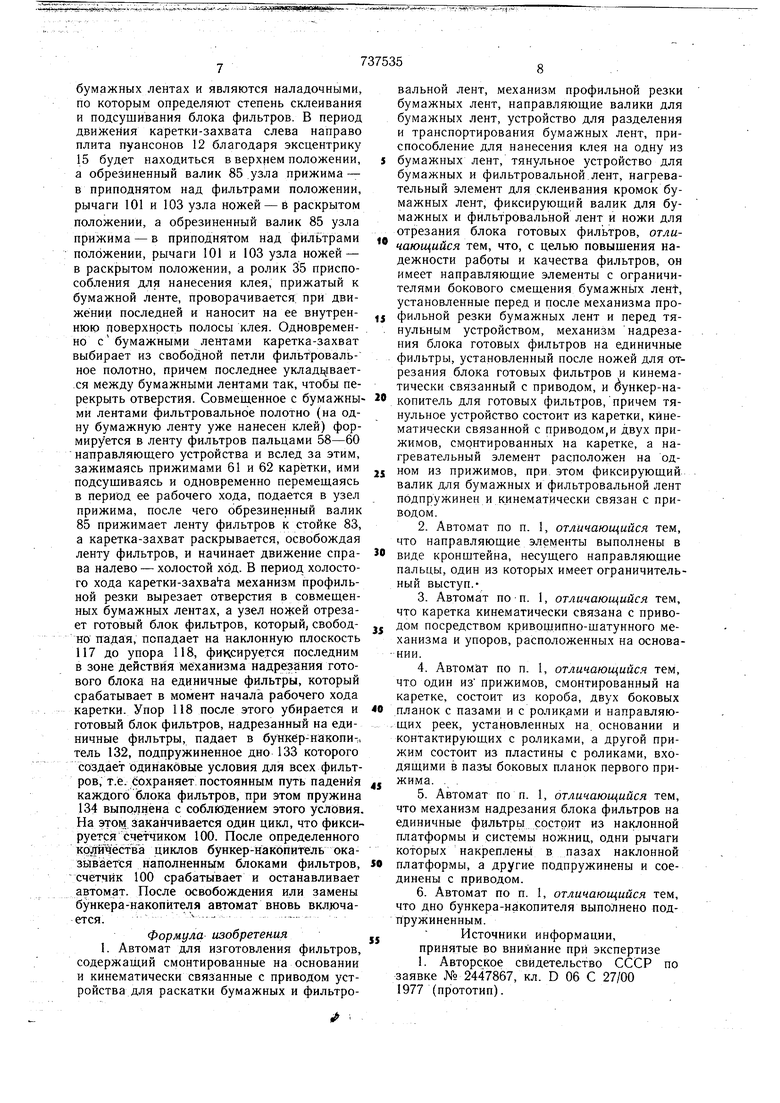
0 валу редуктора кривощип 79, тягу 80 и кронштейн 81, установленный на нижнем прижиме 62 каретки, а терморегулятор с источником питания связан гибким шнуром 82. Рядом с упорами 74 и 75 к основанию 9 прикреплена стойка 83, на которой смонтированы две направляющие планки 84, узел прижима и узел ножей для отрезания блока фильтров. Узел прижима включает обрезиненный валик 85, установленный в рычагах 86, жестко закрепленных на оси 87. На этой же оси установлен рычаг 88, шарнирно соединенный посредством тяги 89 с рычагом 90. от рычаг, имеющий горку 91, свободно установлен на оси 92. Горка 91 имеет возможность взаимодействия с барабаном 93 и горкой 94. Барабан 93 жестко закреплен на оси 95 и кинематически связан с тихоходным валом редуктора 21 посредством звездочки 96, цепной передачи 97 и звездочки 98. Для прижима ленты к плоскости стойки 83 служит пружина 99. К основанию 9 прикреплен счетчик 100, настроенный на определенный режим работы. Узел ножей для отрезания готового блока фильтров выполнен в виде неподвижного рычага 101, жестко укрепленного на плате 102, и подвижного рычага 103 на оси 104. Плата 102 имеет боковые планки 105, свободно входящие в пазы накладок 106. Для настройки ножей служит винт 107, установленный в кронщтейне 108, резьбовое отверстие в плите 102 и маховик 10 поворотом которого вручную устанавливается заданная длина отрезки блока фильтров. Привод узла ножей осуществлен посредством тяги 110, соединенной с рычагом 111, который установлен на оси 112 и имеет горку 113, взаимодействующую с барабаном 114, причем на барабане также имеется горка 115, жестко закрепленная, а для возврата подвижного рычага 103 установлена пружина 116. Далее по ходу технологического процесса установлен механизм надрезания блока фильтров на единичные фильт . ры, он смонтирован на наклонной плоскости 117, предназначенной для приема готового блока и имеющей убирающийся упор 118 для фиксации блока фильтров в момент надрезания. Упор 118 подпружинен, для его управления служит кулачок 119, установленный на валу 120, жестко закрепленный на этом же валу барабан 121 с горкой 122 и звездочка 123, с помощью которой и при посредстве цепной передачи 124 и звездочк1 125 осуществлен привод барабана 121. Механизм для надрезания готового блока фильтров на единичные фильтры, состоящие из набора ножниц, нижние рычаги 126, которые жестко прикреплены к наклонной плоскости 117 и размещены в ее пазах, а верхние режущие-рычаги 127 установлены с нижними на одной оси 128, имеющей в сечении квадрат. Сопряжение каждой пары рычагов обеспечивается пружиной 129. Привод ножНИЦ осуществлен посредством рычага 130, установлениого на оси 128, ролика 131, взаимодействующего с барабаном 121 и горкой 122. Следующим и заключительным узлом является бункер-накопитель 132 готовых фильт ров, дно 133 которого снабжено пружиной 134. Выще описана конструкция автомата для изготовления фильтров, которая использует бумажные ленты одной ширины. Представляется целесообразным изготавливать фильтры и из бумажных лент разной щирины: нижней 135 - широкой и верхней 136 - узкой. В этом варианте автомата после рулонов с бумажными лентами параллельно установлены два направляющих устройства для бумажных лент, выполненные в виде аналогичных вьтщеописанных гребенок с пальцами 137-142, средние пальцы которых 138 и 141 имепт направляющие уступы для направления бумажной ленты по ходу технологического процесса и предотвращения ее от попёречногосмёщёнйя. Эти направляющие устройства снабжены дополнительно направляющими пальцами 143 и 144. Остальные узлы автомата аналогичны первому варианту.. Автомат для изготовления фильтров работает следующим образом. Перед началом работы производится заправка автомата, для этого на специальной резальной мащине режут бумагу на ленты нужной ширины и наматывают их в рулоны 3 и 4. Ванну 34 и бачок для клея заполняют клеем. В устройство для раскатки фильтровального полотна устанавливают рулон 39 с образованием свободной петли, конец которой посредством направляющей 53 и приспособления 54 направляют в зев между пальцами 32 и 33. Включают электронагревательный элемент и нагревают рабочие поверхности верхнего 6) и нижнего 62 прижимов каретки до температуры обеспечивающей подсущивание кромок бумажных лент, смазанных кле-. ИТ1 1Т/ г | илЛт1Л гчч г M/ui. I XT ТТЛ ITT жоО гм1Ч1 чг п f ем. Устанавливают счетчик 100 на определеннб е число циклов. Заправляют Автомат бумажными лентами, как это пок азано на фиг. 1 и 2, если ленты одной ширины, или на фиг. 10 и 11, если ленты разной щирины. В обоих случаях заправляют бумажную ленту следующим образом; устанавливают рулоны 3 и 4, заправляют в направляющие устройства, затем в механизм профильной вырезки, опять в направляющие устройства, в устройство для направления и транспортирования (с образованием зева), еще в одно направляющее устройство, затем в тянульное устройство, между верхним 61 и нижним 62 прижимами каретки-захвата, далее в узел прижима, между направляющими планками 84 и обрезиненным валиком 85, и, наконец, в развод ножей для отрезания готового блока фильтров. Фильтровальное полотно, после приспособления 54 размещают в зеве бумажных лент и фиксируют пальцами 32 и 33. Включают автомат, в этот момент каретка-захват перемещается слева направо (по ходу технологического процесса), протягивает при этом бумажнь е ленты вместе с ильтровальным полотном на определенную лину, равную длине блока фильтров. Перые блоки фильтров не имеют отверстий в
бумажных лентах и являются наладочными, по которым определяют степень склеивания и подсушивания блока фильтров. В период движения каретки-захвата слева направо плита пуансонов 12 благодаря эксцентрику 15 будет находиться в верхнем положении, а обрезиненный валик 85 узла прижима - в приподнятом над фильтрами положении, рычаги 101 и 103 узла ножей - в раскрытом положении, а обрезиненный валик 85 узла прижима - в приподнятом над фильтрами положении, рычаги 101 и 103 узла ножей - в раскрытом положении, а ролик 35 приспособления для нанесения клея, прижатый к бумажной ленте, проворачивается, при движении последней и наносит на ее внутреннюю поверхность полосы клея. Одновременно сбумажными лентами каретка-захват выбирает из свободной петли фильтровальное полотно, причем последнее уклад1 1вается между бумажными лентами так, чтобы перекрыть отверстия. Совмещенное с бумажными лентами фильтровальное полотно (на одну бумажную ленту уже нанесен клей) формируется в ленту фильтров пальцами 58-60 направляющего устройства и вслед за этим, зажимаясь прижимами 61 и 62 каретки, ими подсушиваясь и одновременно перемещаясь в период ее рабочего хода, подается в узел прижима, после чего обрезиненный валик 85 прижимает ленту фильтров к стойке 83, а каретка-захват раскрывается, освобождая ленту фильтров, и начинает движение справа налево - холостой ход. В период холостого хода каретки-захвага механизм профильной резки вырезает отверстия в совмещенных бумажных лентах, а узел ножей отрезает готовый блок фильтров, который, свободно падая, попадает на наклонную плоскость 117 до упора 118, фиксируется последним в зоне действия механизма надрезания готового блока на единичные фильтры, который срабатывает в момент начала рабочего хода каретки. Упор 118 после этого убирается и готовый блок фильтров, надрезанный на единичные фильтры, падает в бункер-накопи-,, тель 132, подпружиненное дно 133 которого создает одинаковые условия для всех фильтров, т.е. сохраняет постоянным путь падения каждого блока фильтров, при этом пружина 134 выполнена с соблюдением этого условия. На этом заканчивается один цикл, что фиксируется счетчиком 100. После определенного количества циклов бункер-накопитель оказывается наполненным блоками фильтров, счетчик 100 срабатывает и останавливает автомат. После освобождения или замены бункера-накопителя автомат вновь включается. Формула изобретения 1. Автомат для изготовления фильтров, содержащий смонтированные на основании и кинематически связанные с приводом устройства для раскатки бумажных и фильтровальной лент, механизм профильной резки бумажных лент, направляющие валики для бумажных лент, устройство для разделения и транспортирования бумажных лент, приспособление для нанесения клея на одну из S бумажных лент, тянульное устройство для бумажных и фильтровальной лент, нагревательный элемент для склеивания кромок бумажных лент, фиксирующий валик для бумажных и фильтровальной лент и ножи для отрезания блока готовых фильтров, отличающийся тем, что, с целью повышения надежности работы и качества фильтров, он имеет направляющие элементы с ограничителями бокового смещения бумажных ленФ, установленные перед и после механизма профильной резки бумажных лент и перед тя. нульным устройством, механизм надрезания блока готовых фильтров на единичные фильтры, установленный после ножей для отрезания блока готовых фильтров и кинематически связанный с приводом, и йункер-на копитель для готовых фильтров,причем тянульное устройство состоит из каретки, кинематически связанной с приводом,и двух прижимов, смонтированных на каретке, а нагревательный элемент расположен на одном из прижимов, при этом фиксирующий валик для бумажных и фильтровальной лент подпружинен и кинематически связан с приводом.
2.Автомат по п. 1, отличающийся тем, что направляющие элементы выполнены в
виде кронштейна, несущего направляющие пальцы, один из которых имеет ограничительный выступ.
3.Автомат по п. 1, отличающийся тем, что каретка кинематически связана с привоа дом посредством кривощипно-щатунного механизма и упоров, расположенных на основа НИИ.
4.Автомат по п. 1, отличающийся тем, что один из прижимов, смонтированный на каретке, состоит из короба, двух боковых
о планок с пазами и с роликами и направляю, щих реек, установленных на. основании и контактирующих с роликами, а другой прижим состоит из пластины с роликами, входящими в пазы боковых планок первого при- жима. . .
5.Автомат по п. 1, отличающийся тем, что механизм надрезания блока фильтров на единичные фильтрь сострит из наклонной платформы и системы ножниц, одни рычаги которых накреплень в пазах наклонной
платформы, а другие подпружинены и соединены с приводом.
6.Автомат по п. 1, отличающийся тем, что дно бункера-накопителя выполнено подпружиненным.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по
заявке № 2447867, кл. D 06 С 27/00
1977 (прототип).
737535
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления фильтров | 1977 |
|
SU662642A1 |
| Поточная линия для производства фильтров | 1972 |
|
SU450010A1 |
| Автомат для вырезки бумажных дисков из ленты фильтровального материала | 1989 |
|
SU1708610A1 |
| Машина-автомат для наклейки этикеток на катушки швейных ниток и т.п. изделий | 1958 |
|
SU122425A1 |
| Машина для накатывания в рулоны марли для бинтов заданной длины | 1959 |
|
SU123937A1 |
| СПОСОБ УПАКОВЫВАНИЯ РУЛОНОВ МЕДИЦИНСКОЙ ВАТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2027647C1 |
| Ниточный автомат для крестовой намотки швейных и тому подобных ниток на бумажные патроны | 1951 |
|
SU98070A1 |
| Автомат для упаковки катушек с нитками в пачки | 1958 |
|
SU118015A1 |
| Способ изготовления марлевых бинтов и агрегат для его осуществления | 1990 |
|
SU1772064A1 |
| АВТОМАТ ДЛЯ НАМАТЫВАНИЯ В РУЛОНЫ ПОЛОТНА ЗАДАННОЙ ДЛИНЫ | 1968 |
|
SU208677A1 |

29 Т ЗвзиВ 37 Л ri/M7s т/.„,г5. I ;/, ,119 I 1 у 33 т 58 59 SO
737535 SS 38 S8 fS if ПЧ Из
т
(Риг. 2 5S SO 121
Вид Б
39
вид в
a-R
Вд
11
(риг.
IQtt 11 f т ,115 111 (риг. 8 7Г9 f2ff
