Известен способ сварки металлов плавлением с введением присадочного металла в зазор между свариваемыми кромками и принудительным формированием шва охлаждаемыми ползунами.
Предлагаемый способ отличается тем, что свариваемые кромки и присадочный металл для нагрева и плавления подсоединяют к источнику тока высокой частоты таким образом, чтобы на поверхностях кромок м присадочного металла ток протекал во встречных н-аправлениях.
Это повышает скорость сварки при выполнении швов в любых пространственных положениях.
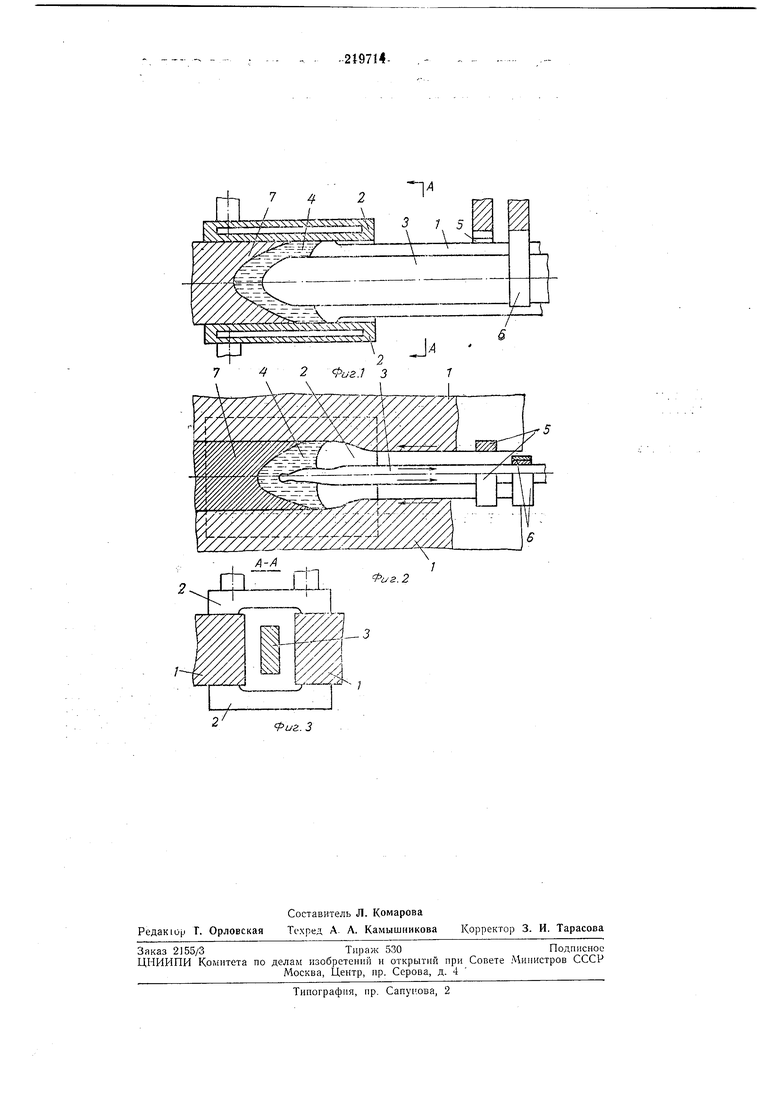
На фиг. 1 представлена схема сварки, осуш,ествляемой предлагаемым способом; на фиг. 2 - то же, в продольном сечении; на фиг. 3 - то же, сечение по Л-А фиг. 1.
Свариваемые изделия / подаются в сварочное устройство с зазором, который в месте сварки закрывается ползунами 2. В этот зазор вводится присадочный металл 3, который непрерывно подается в жидкую металлическую ванну 4. Ток высокой частоты подводится контактами 5 н 6 соответственно к свариваемым кромкам и присадочному металлу и протекает по внутренним их поверхностям во встречных направлениях. Свариваемые кромки по мере движения к месту сварки оплавляются, а присадочный металл расплавляется полностью. Ограниченная ползунами ванна 4 кристаллизуется, образуя шов 7.
Для заш,иты от окисления может применяться флюс либо заш,итный газ. Присадочный металл должен подаваться так, чтобы не было перегораний, т. е. до упора в дно ванны.
Электродинамические усилия, действующие на присадочный металл, центрируют его в зазоре, а давление на металлическую ванну не позволяет ей вылиться из зазора между ползунами. Благодаря этому сварку вести Б любом пространственном положении.
Предмет изобретения
Способ сварки металлов плавлением с введением в зазор между свариваемыми кромками присадочного металла и принудительным формированием шва охлаждаемыми ползунами, отличающийся тем, что, с целью повышения скорости сварки при выполнении швов в любом пространственном положении, нагрев
и плавление свариваемых кромок и присадочного металла осуш,ествляют путем подсоединения их к источнику тока высокой частоты таким образом, чтобы на смежных поверхностях кромок и присадочного металла ток про-K - XbSxS :
V J ч ч ч ч ч ч Ч-ч Т ГГчТУГГч -ГхМI
-
7 2 Фиг.1 3г
XJ-/J
, .З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрошлаковой сварки и устройство для его осуществления | 1989 |
|
SU1691016A1 |
| Способ сварки и наплавки и устройство для его осуществления | 1988 |
|
SU1622105A1 |
| Способ высокочастотной сварки плавлением | 1971 |
|
SU396938A1 |
| Способ дуговой сварки неплавящимся электродом | 1982 |
|
SU1076228A1 |
| В П ТБ ФОНД енооЕртое | 1973 |
|
SU396216A1 |
| Способ дуговой сварки плавлением сталей | 1979 |
|
SU946842A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1970 |
|
SU282553A1 |