Изобретение относится к области машиностроения и в осиовном быть использовано при сварке швов, к которым предъявляются повышенные требования по герметичности. Способ может найти широкое применение при герметизации центральных отверстий заправочио-дренажных клапанов различных емкостей.
Известен способ герметизации технологических отверстий крышек заправочно-дренажных клапанов путем оплавления стенки отверстия и запрессованной в отверстие пробки сварочной дугой с использованием неилавяшегося электрода. Однако после окончания процесса сварки в шве образуется кратер с дефектами в виде свишей и трешин. Это приводит к нарушеиию герметичности соединения.
Предложенный способ отличается тем, что после окоичаиия сварки ироизводят принудительное вытягивание расплавленного металла металлическим стержнем, температура плавления которого выше температуры плавления свариваемого металла. Это позволяет повысить качество заварки кратера при сварке без присадочного металла торцовых соединении.
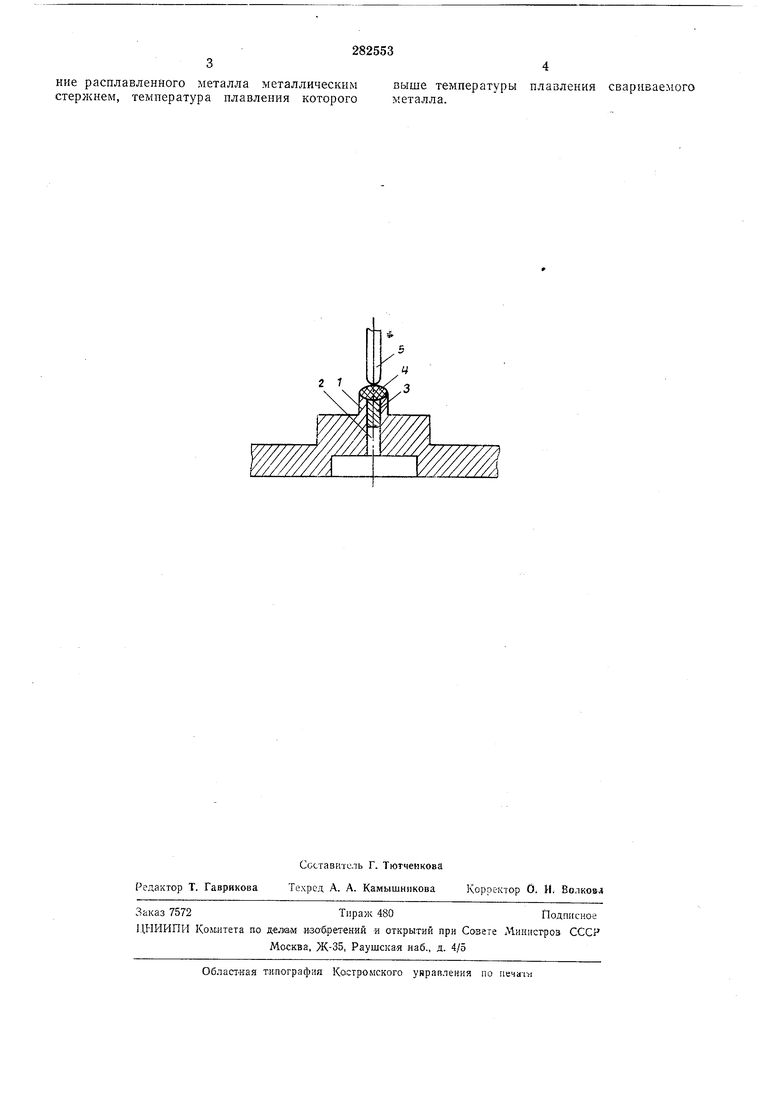
Иа чертеже изображено устройство, с помощью которого осуш,ествляется способ дуговой сварки технологического отверстия заиравочио-дренажного клапана.
имеется технологическое отверстие 2, в которое перед сваркой запрессовывают пробку 3. Стенка отверстия и торец пробки в процессе сварки оплавляются, образуя шов 4. Расплавленный
металл шва принудительно вытягивают металлическим стержнем 5.
После образования жидкой сварочной ванны производят гашение дуги и на последней стадии сварки металлическим стержнем принудмтельно вытягивают расплавленный металл. При этом температура плавления стержня должна быть выше температуры плавления свариваемого металла. В качестве металлического стержня может быть иcнOv ьзoвaн, наприftiep, вольфрамовый пруток.
Преимушество предлагаемого способа состоит в том, что при вытягивании жидкого металла посторонним металлическим стержнем кратер в металле шва не образуется и соединение
получается гер: 1етичным.
Предмет изобретения
Способ дуговой сварки в среде зашнтных газов неплавящимся электродом, отличающийся тем, что, с делыо повышения качества заварки кратера прл (сварже торцо/вых сое Д1И1не1Н1ий без н|р-и1С ааочно Го матерИ.ала, после окоияания
ние расплавленного металла металлическим стержнем, температура плавленпя которого
выше температуры плавления свариваемого металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавлением | 1981 |
|
SU946845A1 |
| Способ дуговой сварки неплавящимся электродом | 1971 |
|
SU559790A1 |
| СПОСОБ ДУГОВОЙ ТОЧЕЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1988 |
|
RU2102205C1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОЛОС ТРАНСФОРМАТОРНОЙСТАЛИ | 1965 |
|
SU172935A1 |
| СПОСОБ ОРИЕНТАЦИИ СТЫКА ПРИ ДВУСТОРОННЕЙ СВАРКЕ НЕМЕРНЫХ ЛИСТОВ | 1971 |
|
SU301241A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1970 |
|
SU260038A1 |
| Способ определения направления движения жидкого металла в сварочной ванне | 1986 |
|
SU1470478A1 |
| ПАТЕНТНО- •! л^^ | 1970 |
|
SU271684A1 |
| Способ дуговой сварки неповоротных стыков труб | 1980 |
|
SU1006137A1 |
| СПОСОБ ЗАВАРКИ КРАТЕРА ШВА (ВАРИАНТЫ) | 2003 |
|
RU2252115C2 |