1
Изобретение относится к области производства замкнутых Н незамкнутых профилей из одной или нескольких полос металла, например газопроводных труб, с использованием метода высокочастотной сварки для наложения технологического шва.
Известен способ сварки толстостенных изделий, при котором кромки, предварительно механически обработанные, располагают под острым углом одна к другой с вершиной в точке соприкосновения и образованный контур подключают со стороны разведенных концов к источнику тока высокой частоты, чтобы обеспечить нагрев кромок, сходящихся в точке соприкосновения. Сварку технологического шва осуш;ествляют сдавливанием кромок свариваемых деталей в направлении от вершины угла к сваренному изделию. Затем накладывают рабочие швы.
Однако при сварке изделий таким способом необходима механическая обработка кромсх перед сваркой технологического шва; сварка принципиально возможна только при наличии большого угла схождения кромок, поэтому необходимо изгибать свариваемое изделие или его кромки в сварочной клети с большим усилием, и наличие неодинакового по высоте грата в технологическом шве приводит к ухудшению рабочего шва при переварке его дуговым способом.
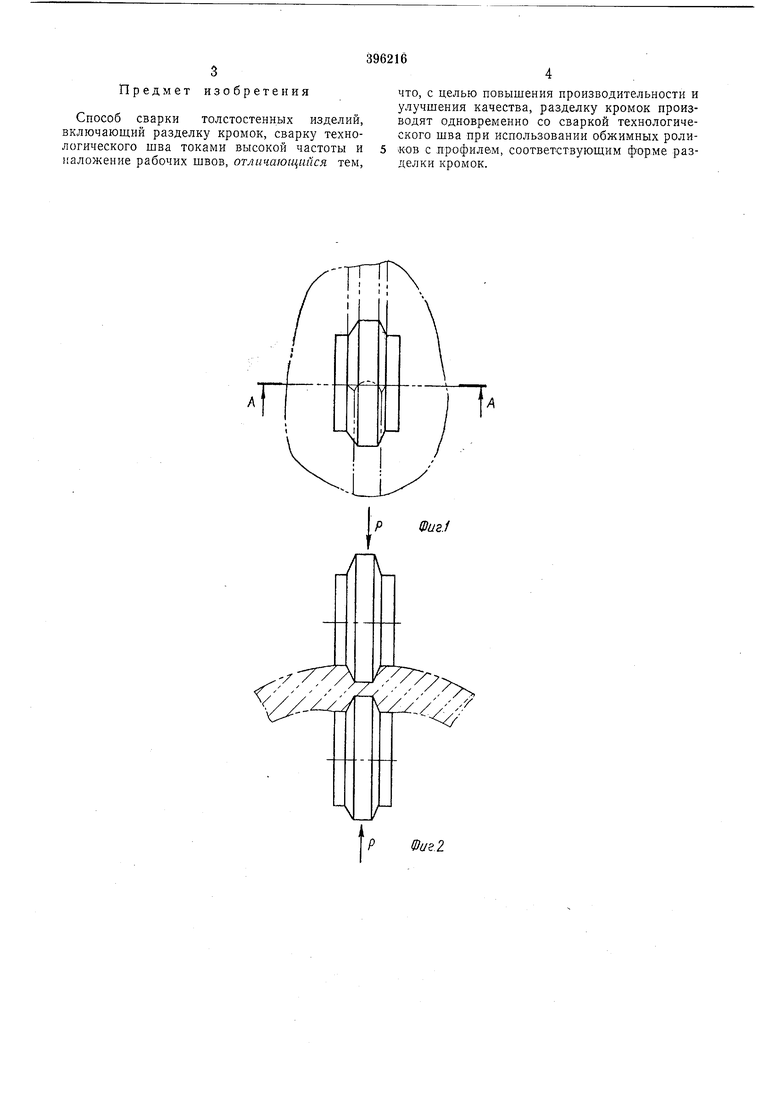
Целью изобретения является повышение производительности и улучшения качества путем создания условий предотвращающих деформацию сварного шва и исключения предварительной механической обработки кромок. Это достигается тем, что по предлагаемому способу разделку кромок производят одновременно со сваркой технологического шва при использовании обжимных роликов с профилем, соответствующим форме разделки кромок. На фиг. 1 показано взаимное расположение
свариваемых изделий при осуществлении предлагаемого способа; на фиг. 2 - разрез по А-А на фиг. 1.
Перед сваркой кромки свариваемых изделий располагают параллельно одна другой или
под небольшим углом (О-2°). Подводлг ток высокой частоты к свободным концам кромок, который протекает по кромкам, обращенлым одна к. другой, нагревая их. Обжимные ролики создают усилие на разогретые кромки свариваемых изделий и задавлнвают металл кромок в зазор. Профиль валка выбирается таким, чтобы конфигурация полученного технологического шва была наиболее рациональна для наложения рабочего шва дуговой сваркой,
Предмет изобретения
Способ сварки толстостенных изделий, включающий разделку кромок, сварку технологического шва токами высокой частоты и } аложение рабочих швов, отличающийся тем.
что, с целью повышения производительности и улучшения качества, разделку кромок производят одновременно со сваркой технологического шва при использовании обжимных роликов с .профилем, соответствующим фор.ме разделки кромок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТОЛСТОСТЕННЫХ КОНСТРУКЦИЙ | 2018 |
|
RU2679858C1 |
| СПОСОБ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1971 |
|
SU423588A1 |
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ гибридной лазерно-дуговой сварки продольного шва трубы | 2017 |
|
RU2637035C1 |
| Способ дуговой сварки покрытым электродом в узкую разделку | 1978 |
|
SU791490A1 |
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2278008C2 |
| Способ высокочастотной сварки толстостенных изделий | 1973 |
|
SU512017A1 |
| СПОСОБ ОДНОПРОХОДНОЙ ОДНОСТОРОННЕЙ МЕХАНИЗИРОВАННОЙ ГАЗОЭЛЕКТРИЧЕСКОЙ СВАРКИ | 1971 |
|
SU415114A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Устройство для многоэлектродной дуго-ВОй СВАРКи | 1979 |
|
SU804282A1 |