Известны устройства для дугоконтактной сварки труб, в которых изделия, предварительно зажатые в специальных приспособлениях, нагреваются дугой, вращающейся в магнитном поле, созданном индукционными i:aTyujKaMH, а осадка производится с помощью гидравлического цилиндра.
Однако такие устройства не позволяют сваривать трубы с фланцем, так как в них нет приспособления для фиксации фланца при сварке.
В предлагаемом устройстве для фиксации фланца предусмотрена плоская опорная плита, намагничиваемая магнитным полем индуктора и установленная на торце осадочного цилиндра.
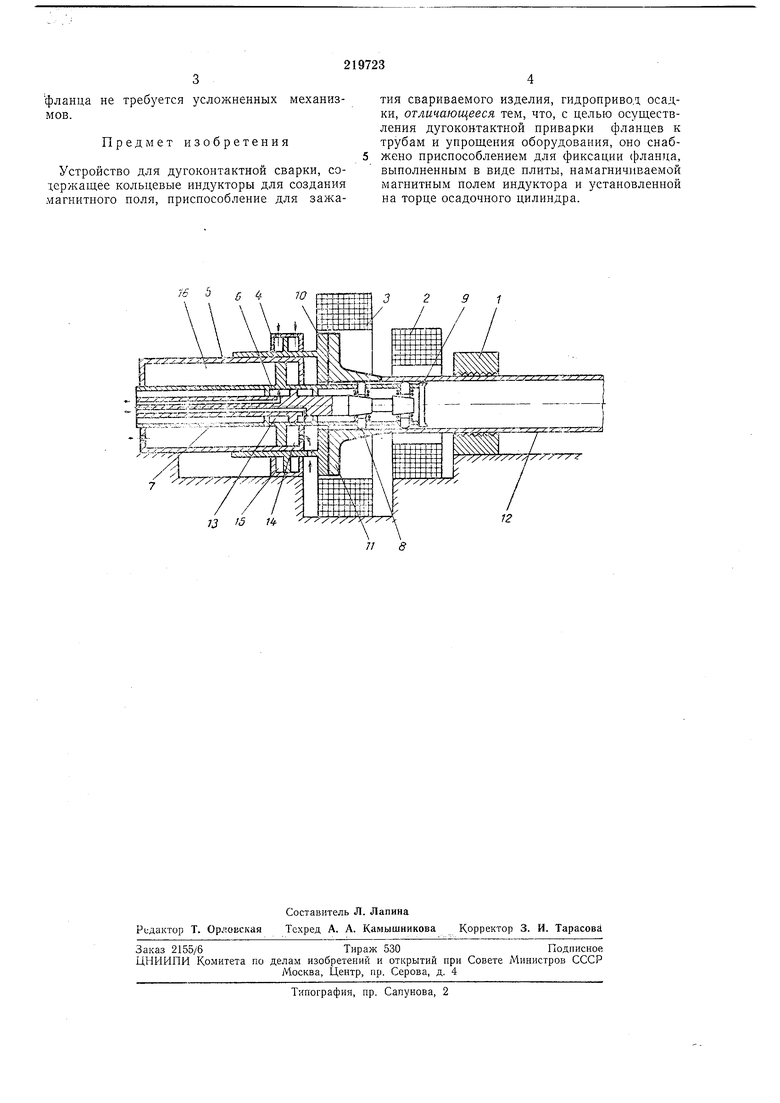
На чертеже представлено предлагаемое устройство.
Устройство для дугоконтактной сварки труб с фланцами состоит из неподвижного зажима /, разъемных индукционных катушек 2 и 3, гидравлических цилиндров 4, 5, 6 и укрепленных на штанге 7 разжимных кулачков 8 и дорна 9.
Работает устройство следующим образол.
При открытых катушках 2, 3 и крайнем левом положении поршня цилиндра 5, при котором штанга 7 несколько выдвинута вперед относительно опорной плиты 10, машину закладывают свариваемый фланец 11. Затем штангу 7 выдвигают в положение, показанное иа чертеже, и надевают на нее до упора во фланец 11 трубу 12.
Подачей масла в полость 13 цилиндра 6 разжимают кулачки 8 и осуществляют центровку фланца 11с трубой 12. Индукционные катушки 2, 3 закрывают и включают, в результате чего фланец 11 притягивается к опорной плите 10 Труба 12 фиксируется в
1, разжимные кулачки 8 убираются. х 1асло подается в полость 14 цилиндра 5, и Н1танга 7 выводится из зоны сварки.
Перемещая подвижной фланец И с помощью цилиндра 4, устанавливают необходимый для сварки зазор. Затем трубы нагревают дугой, вращающейся в магнитном поле, созданном катушками 2, 3. Как только трубы будут нагреты до требуемой температуры, подачей масла в полость 15 цилиндра 4 .производят осадку. Сразу же после осадки удаляют внутренний грат с помощью дорна 9, укрепленного на штанге 7, перемещаемой при подаче масла в полость 16 цилиндра 5. Затем индукционные катушки выключают и открывают, штангу 7 выводят в крайнее левое положение, открывают зажим /, и сваренное изделие извлекают из машины.
фланца не требуется усложненных механизмов.
Предмет изобретения
Устройство для дугоконтактной сварки, соз.ержащее кольцевые индукторы для создания магнитного поля, приспособление для зажатия свариваемого изделия, гидропривод осадки, отличающееся тем, что, с целью осуществления дугоконтактной приварки фланцев к трубам и упрощения оборудования, оно снабжено приспособлением для фиксации ()ланца, выполненным в виде плиты, намагничиваемой магнитным полем индуктора и установленной на торце осадочного цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дугоконтактной сварки трубы с концевой деталью | 1979 |
|
SU854632A1 |
| Устройство для неразъемного соединения труб с концевой арматурой | 1989 |
|
SU1742012A1 |
| СПОСОБ ПРОГРЕВА БЕТОНА, ЭЛЕКТРОНАГРЕВАТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, ИНДУКЦИОННЫЙ НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ ЭЛЕКТРОНАГРЕВАТЕЛЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКЦИОННОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА | 2012 |
|
RU2522097C2 |
| Устройство для осадки и создания регулируемого гарантированного зазора между свариваемыми поверхностями | 1986 |
|
SU1438934A1 |
| Установка для дугоконтактной сварки | 1981 |
|
SU1006122A1 |
| Устройство для сборки под сварку трубы с фланцем | 1989 |
|
SU1609602A1 |
| Устройство для высокочастотной сварки ферромагнитных труб | 1981 |
|
SU967733A1 |
| ВНУТРЕННИЙ ЦЕНТРАТОР | 1970 |
|
SU266975A1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU1337216A1 |
| Устройство для сборки под сварку | 1986 |
|
SU1430219A1 |
7J J 1
12
П 8
