Описываемый внутренний центратор касается области строительства трубопроводов.
Известные внутренние центраторы для сборки стыков труб под, сварку, содержащие смонтированное на штанге разл имное устройство с двумя рядами центрирующих элементов, связанных с гидроприводом разжатия, и очистительное устройство, малопроизводительны.
Отличием описываемого центратора является то, что очистительное устройство выполнено в виде подпружиненных скребков, каждый из которых шарнирно укреплен на конце двуплечего рычага, взаимодействующего при помощи ролика, укрепленного на другом его конце с кольцевым кулачком, установленным на корпусе гидроцилиндра раз катия соосно со свариваемой трубой. Это повышает производительность центратора.
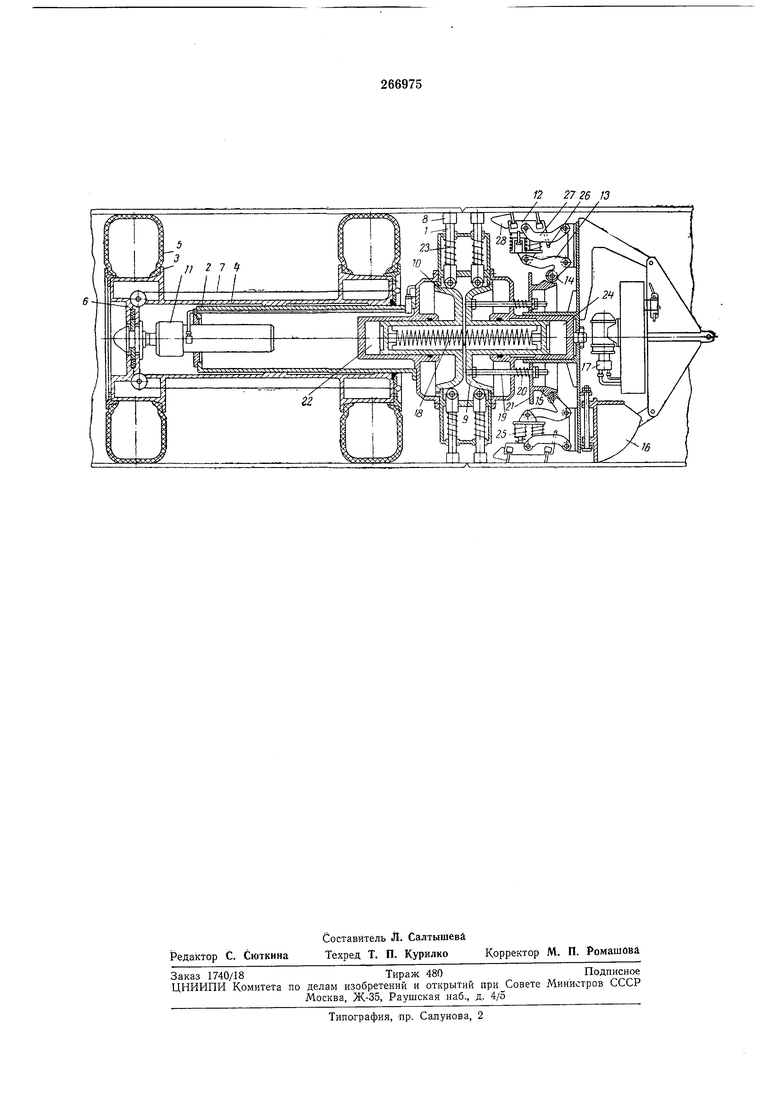
На чертеже показан описываемый центратор.
Он содержит разжимное устройство 1. Несущим элементом является штанга 2, укрепленная внутри рамы 5 представляющей собой 1ЮЛЫЙ цилиндр 4, на обоих концах которого у., гановлены кольцевые эластичные уплотнение 5, например пневмощины. Назначение поелед.х- завершить окончательную очистку внутреи.-рй поверхности магистрального трубопрювода.
Внутри рамы расположен механический замок 6, позволяющий в зависимости от необходимости легко отсоединить разжимное устройство от рамы. Замок открывается с помощью тросового устройства 7.
Разжимное устройство содержит два комплекта центрирующих элементов 8, взаимодействующих с распирающим механизмом, выполпенным в виде двух конусов 9 и 10, установленных на общей штанге 2 и свзанных с гидроприводом разжатия.
Благодаря штанге 2, еыдвига мой и вдвигаемой внутрь цилиндра 4 рамы при помощи гидроцилпндра 11 двустороннего действия, достигается точная установка разнч;имного устройства относительно собираемого стыка. Штанга 2 выполнена с возможностью поворота вокруг своей оси, что позволяет подвести центрирующие элементы под вмятину в любой точке стыка по периметру трубы.
Очистное устройство выиолнено в виде подпружиненных скребков 12, каждый ИЗ которых шарнирно укреплен на конце двуплечего рычага 13, взаимодействующего при помощи ролика 14, укрепленного на другом его конце, с кольцевым кулачком 15, установленным на корпусе гидроцилиндра разжатия соосно со свариваемой трубой.
ее транспортировке, служит самоустанавливаюЩИЙся скребок 16. Поджим центрирующих элементов к свариваемым трубам осуществляется гидроприводом 17, установленным IB Передней части центратора.
Запасовка в трубу и предварительная установка внутреннего центратора на собираемый стык осуществляется известными способами. При этом центрирующие элементы сжаты, левый конус 10 и правый конус 9 лод действием пружины 18 раздвинуты, кольцевой кулачок /5 под действием направляемых тягамл 19 пружин 20 находится в правом «райнем положении и, воздействуя фланцем 21 на рычаг 13, сдвигает подпружиненные скребки 12 к центру. Это является исходным положением центрирующего органа.
После установки внутреннего центратора на стык масло из насоса гидропривода 17 под давлением .подается в левый цилиндр 22. Левый конус 10 начинает двигаться вправо, раздвигая левый ряд центрирующих элементов. Пружины 23 и 18 осаживаются.
Затем масло подается в правый цилиндр 24. Правый конус 9 перемещается влево, разжимает правый ряд цептрирующих элементов и через тяги 19 увлекает за собой кольцевой кулачок 15. Пружины 20 в это время осаживаются. Одновременно ролик 14 поворотного рычага 13 перекатывается по кольцевому кулачку 15 и останавливается на горизонтальном участке. При этом рычаг 13 поднимается и .прижимает подпрул иненный скребок к трубе.
При открытии магистралей цилиндров на слив конусы 10 -А 9 VI центрирующие элементы возвращаются в исходное положение. Это осуществляется пружинами 23 и 18. При этом тяги .19 освобождают кольцевой куламок 15, который под действием направляемых тягами 19 пружин 20 начинает двигаться вправо до тех пор, пока ролик 14 не подойдет к наивысшей точке кулачка 15, перейти которую ролик
не сможет, так как составляющая сила от пружин 20 значительно менвще составляющей от подпружиненных скребков 12. Поэтому очистные скребки останутся прижатьши « трубе, и при перемещении внутреннего центратора к следующему стыку будет очищаться внутренняя полость и поверхность трубы. Как только передняя часть подпружиненных скребков 12 выйдет за торец трубы, очистной инструмент качнется под действием пружин 25 в .пределах 3-6 мм, так как это движение ограничено упором 26. -Как только вы;берется зазор между кронштейном 27 и упором 26, вся шарнирно-рычажпая система станет жесткой.
Плавность выхода из трубы скребков 12 обеспечивается ребрами 28. После выхода скребков из трубы их лружины перестанут прижимать ролик 14 рычага 13 к кольцевому кулачку 15. Усилием направляемых тягами 19 пружин 20 кольцевой кулачок начнет перемещаться вправо и, воздействуя 1фланцем 21 на рычаг 13, сдвинет скребки 12 к центру на расстояние, позволяющее свободно надвигать трубу .при сборке стыка. После чего рабочий цикл повторяется.
Предмет изобретения
Внутренний центратор для сборки стыков труб под сварку, содержащий смонтированное на штанге разжимное устройство с двумя рядами центрирующих элементов, связанных с гидроприводом разжатия, и очистительное устройство, отличающийся тем, что, t целью повышения производительности, очистительное устройство выполнено в виде подпружиненных скребков, каждый из которых шарнирно укреплен па конце двуплечего рычага, взаимодействующего посредством ролика, укрепленного на другом его конце, с кольцевым кулачком, установленным на корпусе гидроцилиндра разжатия соосно со свариваемой трубой. f2 j. 2726 3 / / /
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| Внутренний центратор | 1984 |
|
SU1191237A1 |
| Внутренний центратор для сварки поворотных стыков труб | 1961 |
|
SU147273A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1971 |
|
SU292743A1 |
| Внутренний центратор для сборки и сварки в среде защитного газа кольцевых стыков | 1981 |
|
SU996144A1 |
| Внутренний центратор для сборки и сварки кольцевых стыков | 1983 |
|
SU1088903A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Устройство для автоматической загрузки и транспортировки изделий | 1974 |
|
SU563620A1 |
| Устройство для сварки пересекающихся труб | 1977 |
|
SU722711A1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU1337216A1 |