///
(Л
1 оо
СХ)
со оо
4
X
дежности и производительности сварки. В состоянии загрузки деталей и 12 в зажимы 8 и 10 давление воздуха подается в полость 3 и полость Ж. Поршень 7 вместе со штоком 6 и зажимом 8 перемещается вправо до упора штока 6 в шток 13, но не пережимает его, поскольку площадь, на которую воздействует давление воздуха из полости Ж, превосходит площадь со стороны полости 3. Таким образом, зазор мевду штоком 13 и чэсью 15 сохранен. После загруаки деталей 12 и 11 до соприкосновения их торцов и зажима их, необходимо создать определенный зазор между ними. Для этого Снимают
давление из полости Ж, а полость Д соединяют с атмосферой. Зазор между заготовками осуществлен. Одновременно подается напряжение на зажимы с деталями. Происходит разогрев торцов деталей бегающей дугой в поле постоянных магнитов. После чего снимается давление из полости 3 и подается в полость Д. Происходит осадка разогретых поверхностей деталей 11 и 12. Устройство обеспечивает ста бильность величины зазора мелоду свариваемыми поверхностями, не требуя при этом значительных временных затрат на его установку и регулировку. 1 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для дугоконтактной сварки | 1981 |
|
SU1006122A1 |
| Устройство для дугоконтактной сварки трубы с концевой деталью | 1979 |
|
SU854632A1 |
| МАШИНА ДЛЯ ПРЕССОВОЙ СВАРКИ ТРУБ С НАГРЕВОМ ДУГОЙ, УПРАВЛЯЕМОЙ МАГНИТНЫМ ПОЛЕМ | 1999 |
|
RU2185940C2 |
| Машина для сварки дугой, вращающейся в магнитном поле | 1988 |
|
SU1712090A1 |
| Машина для контактной стыковой сварки оплавлением с импульсным подогревом | 1978 |
|
SU739821A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1990 |
|
SU1770103A1 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| УСТРОЙСТВО ДЛЯ ДУГОКОНТАКТНОЙ СВАРКИ | 1968 |
|
SU219723A1 |
| Установка для дугоконтактной сварки | 1989 |
|
SU1764887A1 |
Изобретение относится к сварочному оборудованию, в частности к устройствам для осадки и создания гарантированного регулируемого зазора между сваривае 5ыми поверхностями, и может быть использоБЙно для сварки тонкостенных труб небольшого диаметра. Цель изобретения - повьппение на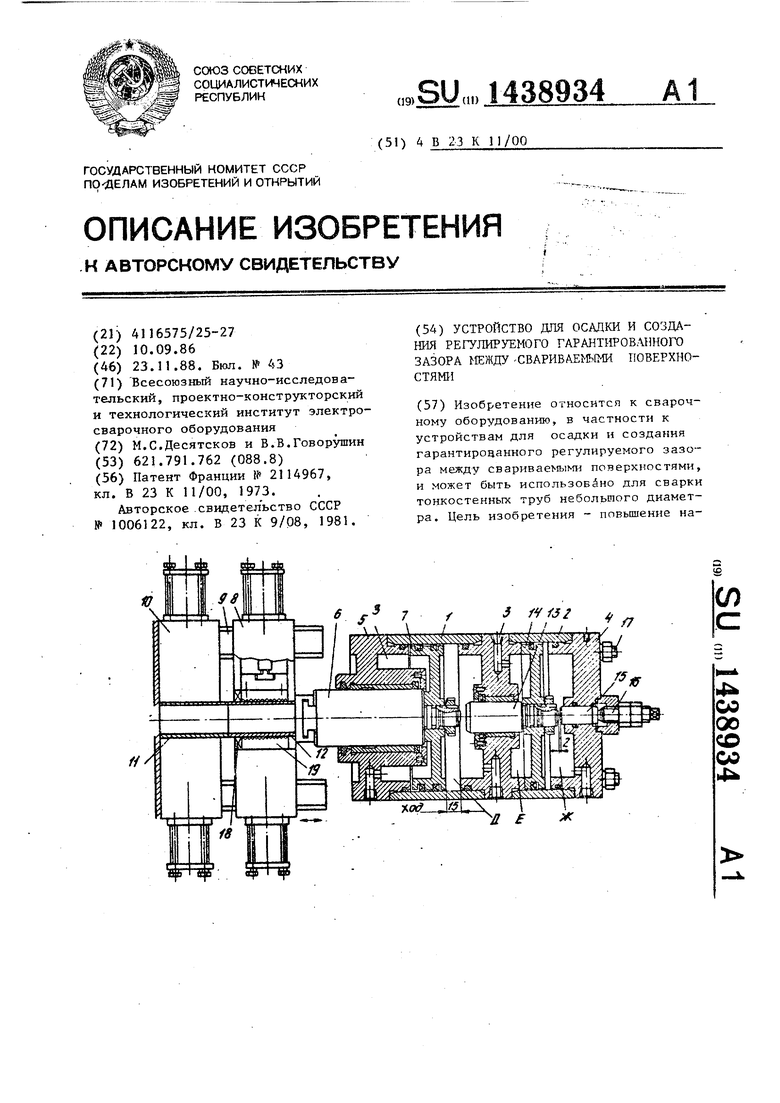
1
Изобретение откосится к сварочному оборудованию и может быть, использовано для сварки тонкостенных труб небольшого диаметра, например, от 6 до 250 мм.
Цель изобретения - повьшение надежности и производительности сварки
На чертеже изображено устройство во взаимодействии с зажимами для зажатия свариваемых заготовок, общий вид.
Устройство содержит цилиндры 1 и 2, между которыми расположена перегородка 3, а по краям расположёны крьш1- ки 4 и 5. Внутри крьшки 5 расположен шток 6, с одной стороны которого закреплен поршень 7, а с другой на Т-образном конце его закреплен подвижный зажим 8 на шариковых направляющих 9, а по соседству с подвижным зажимом 8 -расположен неподвижный за- жим 10, закрепленный на корпусе. В неподвижном зажине 10 зажимается заготовка 11 (труба, ниппель, штуцер), а в подвижном зажиме 8 - Заготовка 12. Внутри перегородки 3 располагается шток 13 с поршнем 14, а внутри крьшпси 4 располагается: ось 15, взаимодействующая с внешним регулируемым элементом 16. Оба цилиндра 1 и 2 совместно с крышками 4 и 5 скрепляются с помощью шпилек 17. Подвижный зажим 8 снабжен постоянными магнитами 18, закрепленными на губках 19.
Устройство работает следующим образом.
В состоянии загрузки деталей 11 и 12 в зажимы 8 и 10 давление воздуха
подается в полость 3 и полость Ж. Поршень 7 вместе со штоком 6 и подвижным зажимом 8 перемещается вправо до упора штока 6 в шток 13, но не пережимает его, поскольку площадь,
на которую воздействует давление воз- ;духа из полости Ж, превосходит площадь со стороны полости 3 на разницу, равную площади штока 6. Таким образом, зазор отскока в 2 :мм между штоком 13 и осью 15 сохранен. Загружают детали 11 и 12 до соприкосновения их торцов. Для разогрева торцов деталей в магнитном поле, что является характерной особенностью
при дугоконтактной сварке, необходимо создать зазор между торцами. Для этого необходимо снять давление воздуха из полости Ж, оставив давление в полости 3 (полость Д соединена с
атмосферой). Зазор между заготовками осуществлен, одновременно подается ток и происходит разогрев торцов бегающей в магнитном поле дугой. После чего снимается давление из полости 3
и подается в полость Д, происходит спрессовка разогретых поверхностей (исходное положение на фиг.1).
Применение устройства позволяет повысить производительность сварки
31438934 4
за счет уменьшения вспомогательного тем, что, с целью повьшения надежно- времени, затрачиваемого на вставку сти и производительности сварки, оно и регулировку зазора между сваривае- снабжено регулируемым упором , выпол- мыми поверхностями, необходимого для ненным в виде подвижной оси, установ- дугоконтактной сварки, и повысить ленной в замыкающей крышке второго надежность сварки за счет обеспечения цилиндра с возможностью взаимодей- стабильности величины этого зазора. ствия с поршнем этого цилиндра, и
регулируемого элемента, регулировочФормула изобретения Q ный хвостовик которого вынесен из Устройство для осадки и создания зоны цилиндра, а противоположный регулируемого гарантированного зазо- регулировочному хвостовику конец ра между свариваемыми поверхностями, установлен с возможностью взаимодей- включающее два цилиндра, имеющих об- ствия с подвижной осью, при этом в щую стенку, замыкающие. крьш1ки, кана- .15 общей стенке цилиндров расположены лы для подвода рабочей среды и штоки часть каналов для подвода рабочей с поршнями, причем шток первого ци среды и шток второго цилиндра, уста- .линдра связан с зажимом для сваривае- новленный с возможностью взаимодей- мой детали, отличающееся ствия с поршнем первого цилиндра.
| ЗАПОРНОЕ УСТРОЙСТВО ДЛЯ СЕЙФА | 1996 |
|
RU2114967C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для дугоконтактной сварки | 1981 |
|
SU1006122A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
