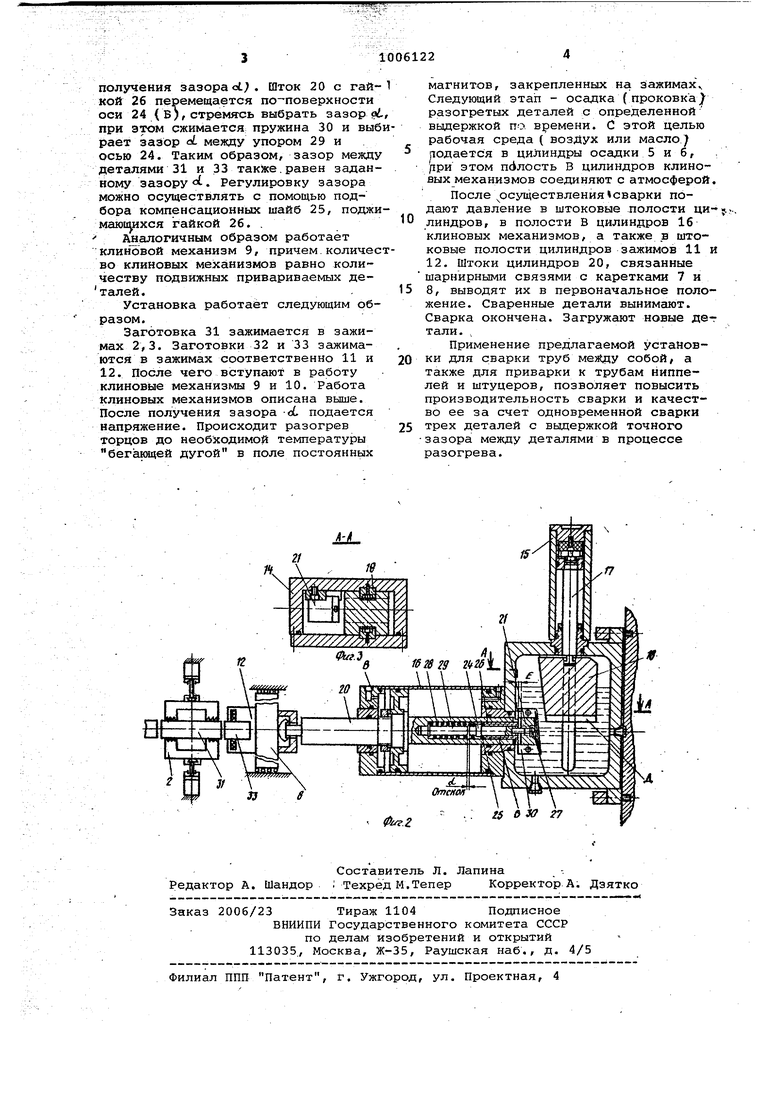
Изобретение относится к сварочно му оборудованию и может быть исполь зовано при сварке двух и трех деталей одновременно. Изобретение может найти .применение в общем машиностроении, например, для сварки труб между собой, для сварки труб с пневмоарматурой (штуцер, ниппеля, гайки), для сварк плунжеров гидроподъемников трактор ных .прицепов.; Известно устройство для дугокон тактной сварки, включающее механиз зажатия изделия Однако известное устройство не обеспечивает точно заданного регули руемого зазора между деталями. Наиболее близким к предлагаемому изобретению является установка для |Дугоконтактной сварки, содержащая установленные на станине неподвижны 13ажим, механизмы осадки и каретку, несущую подвижный зажим Г2. Недостатком такой конструкции та же является невозможность установить точный зазор между деталями с учетом возможных допусков, особенно .при сварке одновременной трех деталей. Целью изобретения является повы шение производительности и улучшение качества сварки деталей путем обеспечения точного зэ ра между ними, особен-но при с: ке трех дет лей . Указанная цель достигается тем, что установка для дугоконтактной сварки деталей, содержащая расположенные на станине неподвижный за жим, механизмы осадки и каретку, н сущую подвижный зажим, снабжена ус новленным на станине между механизм ми осадки и с возможностью взаимодействия с кареткой клиновым механизмом, выполненным в виде располо женных в общем корпусе двух взаимно перпендикулярных цилиндров, штоки которых имеют на обращенных друг к другу концах клинья, установленные в направляющих, выполненных в корпусе, причем рабочие поверхности клиньев встречно направлены и на оДном из них выполнен паз, служащий в исходном положении продолжением направляющей другого клина, установленного на штоке, шарнирно связанном с кареткой, при этом внутри штока, связанного с кареткой цилин ра, размещен дополнительный состав ной шток, одна часть которого подпружинена, а другая жестко соеди нена с клином и имеет регулировочный элемент. На фиг. 1 приведена схема устан ки для дугоконтактной сваркиJ на фиг. 2 - клиновой механизм, общий вид i; на фиг. 3 - сечение А-А на фиг. 2. На станине 1 установлены неподвижные зажимы 2, 3, с цилиндрами 4, а также механизмы-осадки 5 и б,упирающиеся в каретки 7, 8, а также клиновые механизмы 9, 10, связанные шарнирной связью с каретками 7,8, несущими подвижные зажимы 11 и 12. Штоки 13 механизмов осадки 5, 6 развязаны с корпусами кареток 7 й-8. Клиновой механизм каждого подвижного зажима включает в себя корпус 14, в двух взаимно перпендикулярных стенках которого установлены пневмо-(гидро- цилиндры 15 и 16. На конце штока -17 цилиндра 15 закреплен клин 18, имеющий возможность перемещаться в направляющих 19, закрепленных в корпусе 14. На одном конце штока 20 установлен клин 21, другой - шарнирно соединен с кареткой 8, с закрепленным на ней зажимом 12. Каретки 7 и 8 установлены в .шариковых направляющих 22 и 23. Внутри штока 20 расположен другой составной шток, состоящий из оси 24, вставленной через компенсационную шайбу 25 и гайку 26 и соединенной регулировочным элементом - винтом 27 с клином 21 и подпружиненного (пружиной 28; и упора 29. Клин 21 перемещается по направляющим 30, закрепленньам на задней стенке корпуса 14. В корпусе заливается масло индустриальное для улучшение работы клиньев Друг с другом. Работа установки обеспечивает получение строго определенного зазора oi, между заготовкам 31, 32, 33 при дугоконтактной сварке (разогрев торцов свариваемых деталей в поле постоянных магнитов с последующей осадкой. В исходном положении клин цилиндра 15 должен быть в вертикальном положении. В полость В цилиндра 16 подается под давлением рабочая среда (воздух или маело /шток 20 убирается вправо, причем клин 21, выходя из своих направляющих 30, попадает в паз клина 18 (Д, служащий продолжением направляющих клина 21. При этом каретка 8 с зажимом 12, также перемещаясь вправо в своих шариковых направляющих 23, освобождает зону загрузки деталей. После загрузки деталей 31, 33 срабатывают зажимы 12 и 2,3.Подается давление в полость Г цилиндра 16, лоток 20 выдвигается до соприкосновения заготовок 31 и 33. После этого подается давление в поршневую полость цилиндра 15. Клин 18 опускается до соприкосновения рабочих поверхностей с клином 21. Следующий этап подача давления в полость В (для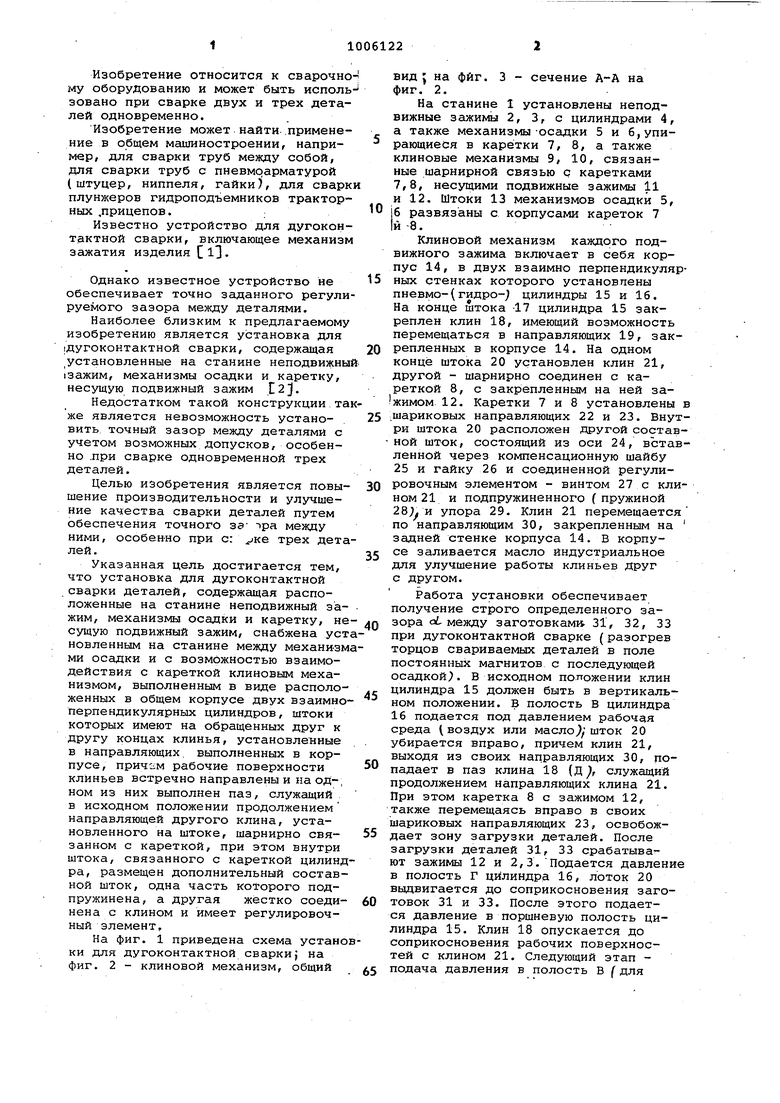
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дугоконтактной сварки трубы с концевой деталью | 1979 |
|
SU854632A1 |
| Машина для контактной стыковой сварки оплавлением с импульсным подогревом | 1978 |
|
SU739821A1 |
| Устройство для осадки и создания регулируемого гарантированного зазора между свариваемыми поверхностями | 1986 |
|
SU1438934A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1990 |
|
SU1770103A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |
| Машина для стыковой сварки труб | 1980 |
|
SU961891A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1983 |
|
SU1142376A1 |
| Ножницы для резки сортового проката | 1987 |
|
SU1493396A1 |
| Автомат для мерной резки заготовок | 1973 |
|
SU596343A1 |
УСТАНОВКА ДЛЯ ДУГОКОНТАКТ.НОЙ СВАРКИ, содержащая установленные на станине неподвижный зажим, механизмы осадки и каретку, несущую подвижный зажим, отличающаяся тем,что, с целью повышения 2 производительности и улучшения качества сварки деталей, она снабжена установленным на станине между механизмами осадки и с возможностью взаимодействия с кареткой клиновым механизмом, вьтолненным в виде расположенных в общем корпусе двух взаимно перпендикулярных цилиндров, штоки которых имеют на обращенных к другу концах клинья, установленные в выполненных в корпусе направляющих, причем рабочие поверхности клиньев встречно направлены и на одном из них выполнен паз,служащий в исходном положении продолжением направляющей другого клина, установленного на штоке, шарнирно связанном с кареткой/ внутри штока, связанного с кареткой, W размещен дополнительный составной шток, одна часть которого,подпружис нена, а другая жестко соединена с клином и имеет регулировочный элемент. с: ю Is: Аг 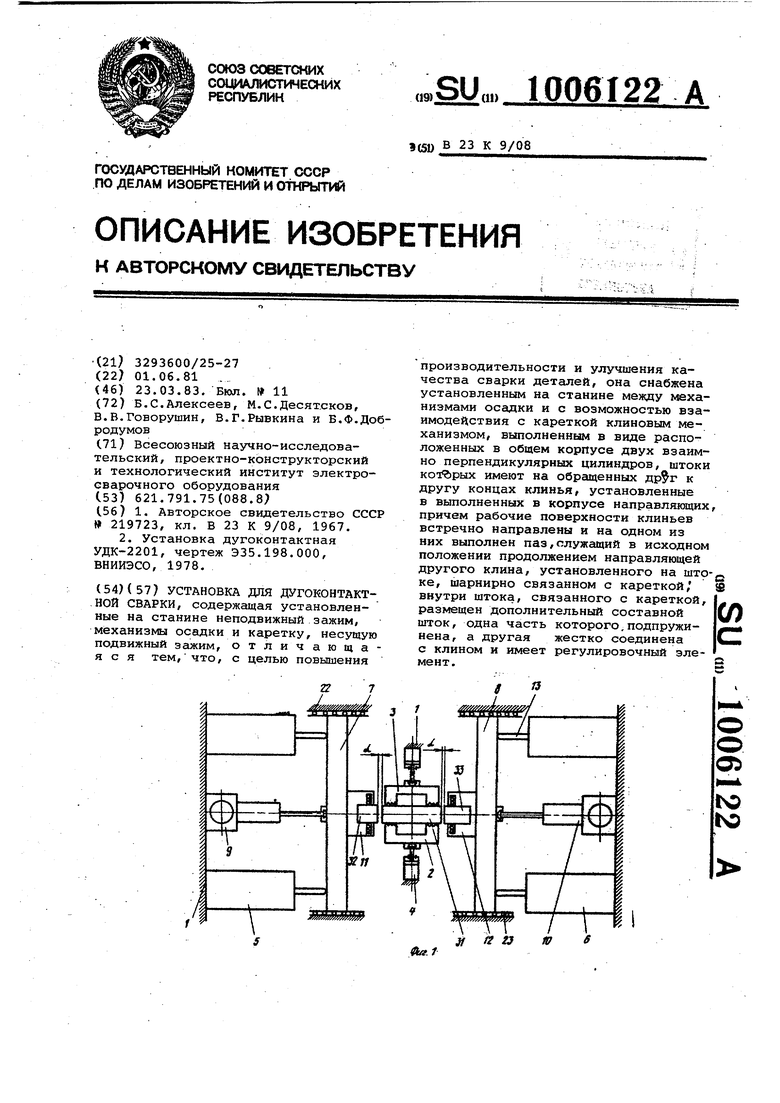
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ ДУГОКОНТАКТНОЙ СВАРКИ | 0 |
|
SU219723A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Фильтр для очистки нефти | 1925 |
|
SU2201A1 |
