Изобретение относится к сварке, п частности к устройствам для сборки и сварки трубы с фланцем.
иелъ изобретения - повыш пние качества сборки путем обеспечения жесткого центрирования трубы и фланца.
На чертеже схематично изображено предлагаемое устройство для сборки под сварку трубы с фланцем.
Устройство содержит смонтированные на основании 1 подставку 2 для размещения трубы 3 и фланца 4, кор- Ус ,5,.в котором, установлен стакан 6,. с возможностью вращения в подшипниках 7. В стакане 6 размещена соосно ему пиноль 8, содержащая раз кимные кулачки 9 и 10 трубы 3 и фланца 4 соответственно, а в пиноли 8 соосно ей - толкатель 11 и конические втулки. 12 и 13 для разжимных кулачков 9 и 10 трубы 3 и фланца 4. Втулка 12 размещена на винте 14, ввернутом в толкатель 11 с возможностью перемещения относительно винта 1 4 и пиноли 8, а втулка 13 на втулке 12 с возможностью перемещения относительно ее и пиноли 8. 3тулки 12 и 13 снабжены фасками 15 н 16, выполненными на торцах, рбра- щенных к толкателю 11, Между толка- гелем 11 и втулками 12 и 13 (в полость, образованную торцом толкателя 11 и фасками 15 и 16 втулок 12 и 13( установлены шарики 17. Устройство снабжено приво.дом 18 в виде силового цилиндра, шток 19 которого соединен с толкателем 11, а пиноль В йольцевым выступом 20 и пружиной 21, воздействующей на толкатель 11.
Устройство работает следуюпщм образом.
Подачей давления в штоковую полость силового цилиндра привода 18 устройство приводят в исходное состояние. На подставку 2 устанавливают свариваемые детали, фланец 4 и один конец трубы 3, второй размещают в приводе вращения (не показано). Подается давление в правую бесштоковую полость силового цилиндра привода 1 шток 19 перемещает толкатель 11 и через пружину 21 пиноль 8 влево. Пи- ноль 8 заходит в отверстия фланца 4 и трубы 3, поджимает выступом 20 оланец 4 к трубе 3 и останавливается. Толкатель 11, сжимая пружину 21,, продолжает перемещаться влево и перемещает своим торцом влево шарики
17, Шарики прижимаются к фаскам 15 и 16 втулок 12 и 13 и перемещают последние влево. Конические втулки 12 и 13 перемещаясь, воздействзпот па кулачки 9 и 10, которые, выходя из пиноли 8, центрируют трубу 3 и фланец 4. При этом одна из свариваемых деталей может быть отцентрирована
0 ранее другой. В этом случае втулка той детали, которая oтцeнtpиpyeтcя ранее останавливается, гпарики. 17 перекатьшаются по ее Ласке и перемещают другую втулку влево пока не
5 отцентрируется вторая деталь. После того, как произойдет центрирование включает привод вращения трубы 3 и фланца 4 и производится сварка стыка. Для разжима сваренных трубы
0 3 и фланца 4 подают давление в левую.полость силового цилиндра привода 18. Толкатель 11 и винт 14 перемещается вправо, шарики 17 отходят от втулок 12 и 13, при этом пиноль
5 8 неподвижна благодаря сжатой пру- 5кине 21. Винт 14 головкой упирается в торец втулки 12, перемещает ее вправо, разжимные кулачки 9 освобождают трубу 3. При дальнейщем переQ мещении. коническая втулка 12 упи- , рается в коническую втулку 13, перемещает ее вправо, при этом раз- .жимные кулачки 10 освобождают фланец 4. После освобождения от зажима тру бы 3 и фланц& 4 толкатель 11 перемещает вправо пиноль 8 до упора ее кольцевым выступом 20 в торец стакана 6. Сваренное изделие снимается, устройство подготовлено к загрузке
0 трубы 3 и фланца 4.
По сравнению с извecтны ш устройствами предлагаемое позволяет повы-. сить точность центрирования, качество сборки и сварки за счет обеспече5 ния раздельного и жесткого центрирования обеих свариваемых деталей трубы и фланца.
Формула изобретения
Устройство для сборки под сварку трубы с фланцем, содержащее смонтированные на основании приспособление для фиксации трубы и фланца, установленную с возможностью перемещения пиноль с разжимньпчи кулачками для трубы и фланца, установленный соосно с пинолью толкатель с приводом его перемещения и коническими втулками
16096026
для разжимных кулачков трубы и (Ьлан-щения- ВТУЛКИ ппа «
Ца, о т л и ч а ю щ е е с я темrnvR I Разжимных кулачков
что, с целью повышения качества сбор-г1 Установлены на толкаки путем обеспечения жесткого цент-Z оснащен упоррирования трубы и Лланца втулкГпп « ступом и шариками, размещенны:: -- -- ES - -- ™ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку | 1986 |
|
SU1430219A1 |
| Устройство для сборки под сварку | 1989 |
|
SU1648709A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| Установка для сварки кольцевых швов | 1986 |
|
SU1391850A1 |
| Внутренний центратор для сборки под сварку труб | 1981 |
|
SU1007884A1 |
| Центр | 1990 |
|
SU1756020A1 |
| Внутренний центратор | 1984 |
|
SU1191237A1 |
| Задняя бабка токарного станка | 1974 |
|
SU542586A1 |
| Самоцентрирующий люнет | 1983 |
|
SU1129048A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
Изобретение относится к устройствам для сборки под сварку труб с фланцами. Цель изобретения - повышение качества сборки. Устройство содержит смонтированные на основании 1 подставку 2 для размещения трубы 3 и фланца 4, корпус 5, в котором установлен стакан 6. В стакане 6 размещена пиноль 8, содержащая разжимные кулачки 9 и 10, а в пиноли 8-толкатель 11 и конические втулки 12, 13. Втулка 12 размещена на винте 14, а на ней - втулка 13. Втулки 12, 13 снабжены фасками 15, 16. Между толкателем 11 и втулками 12 и 13 установлены шарики 17. Устройство снабжено приводом 18, шток 19 которого соединен с толкателем 11, а пиноль 8-кольцевым выступом 20 и пружиной 21, воздействующей на толкатель 11. Благодаря этому обеспечивается раздельное и жесткое центрирование трубы и фланца. 1 ил.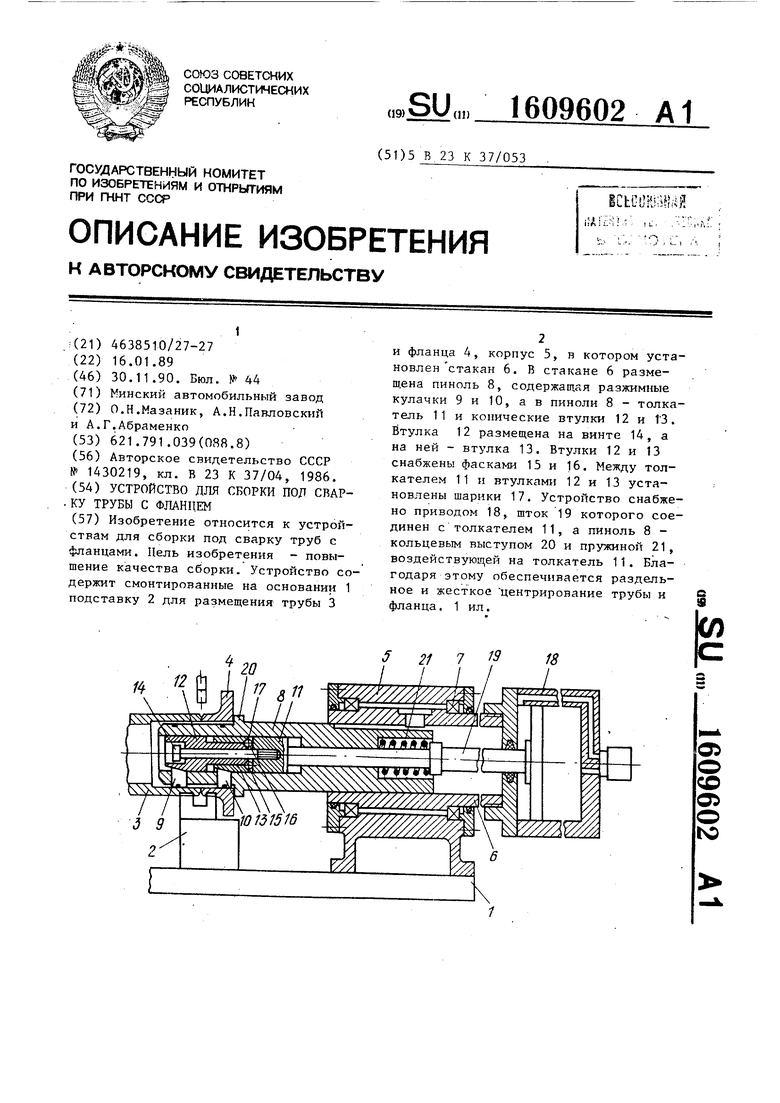
| Устройство для сборки под сварку | 1986 |
|
SU1430219A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
