Предложенные метчики могут быть использованы при нарезании резьбы специального Профиля в глухих отверстиях.
Известны метчики для нарезания резьбы круглого Профиля, очерченного двумя сопряженными полуокружностями. Нарезание резьбы осуществляется с .разделением стружки по высоте.
Предложенный комплект метчиков, например трех, для нарезания резьбы круглого профиля отличается от известных тем, что за расчетный профиль метчиков принят профиль, очерченный двумя полуокружностями, соответствующими полуокружностям нарезаемой резьбы, соединенными прямой, причем первый метчик комплекта выполнен с наружным диаметром, равным среднему диаметру нарезаемой резьбы, второй - с внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы, и вершинами, срезанными до ее среднего диаметра, а третий - с наружным диаметром, равным наружному диаметру нарезаемой резьбы. При таком выполнении метчиков повышается качество зарезаемой резьбы и увеличивается их стойкость.
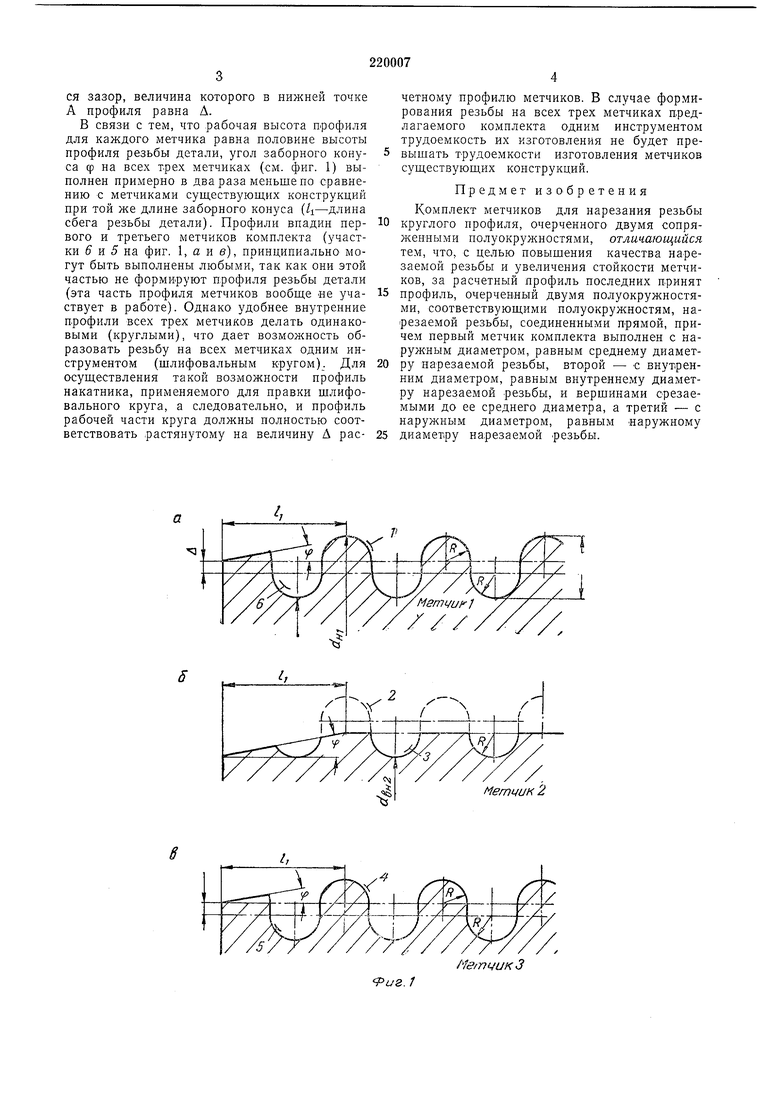
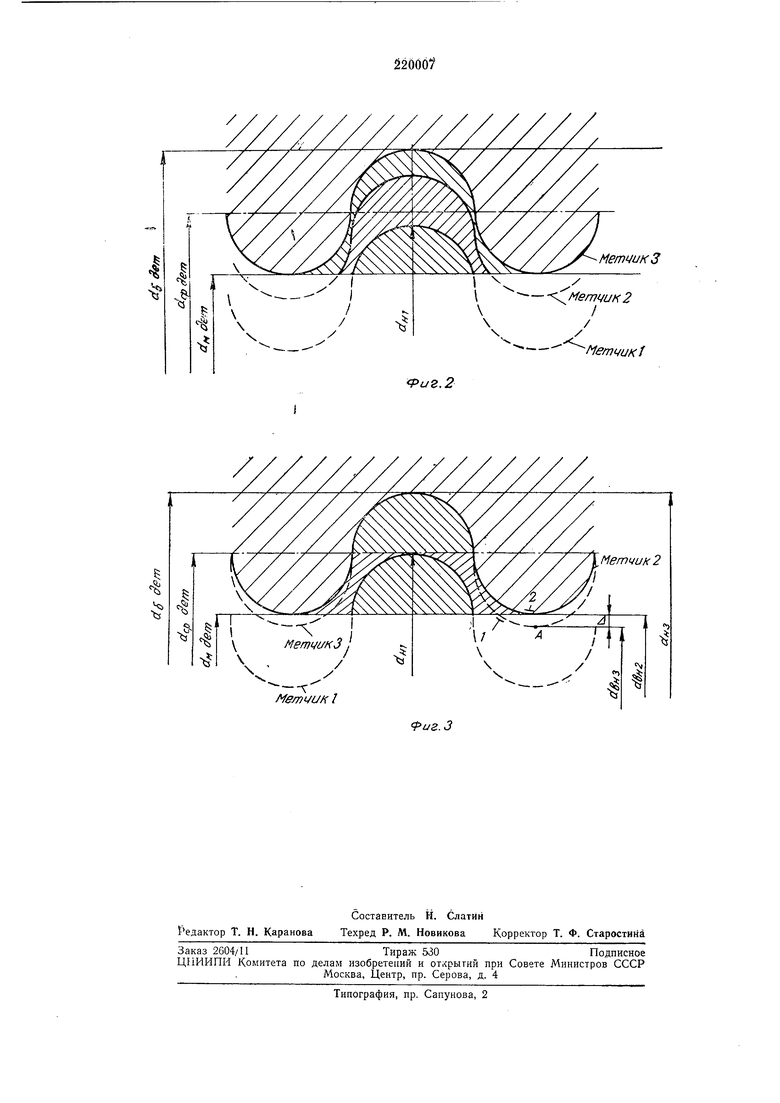
На фиг. 1 показаны профили резьбы п дложенного комплекта метчиков; на фиг. 2- схема образования профиля резьбы известным комплектом метчиков; на фиг. 3-схема образования профиля резьбы предложенным комплектом метчиков.
Расчетный профиль у всех метчиков предложенного комплекта одинаков и отличается от исходного профиля резьбы детали тем, что растянут по высоте на некоторую величину А за счет прямолинейных участков.
Первый метчик комплекта вырезает основную часть припуска, поскольку он непосредственно не влияет на качество и точность получаемого профиля резьбы детали. Наружный диаметр первого метчика dy, равен среднему диаметру резьбы детали cfcp. дет. ( .дет.), т.е. первый метчик работает только верхней частью профиля (см. фиг. 1,д, участок /), очерченной полуокружностью радиуса.
Второй метчик комплекта имеет расчетный профиль, внутренний диаметр которого dравен меньшему диаметру резьбы изделия
м. дет. (вн2 -- -ы. дет. )
Третий метчик работает только верхней частью профиля, очерченной полуокрул носгью радиуса R (см. фиг. 1,0 участок 4), и окончательно формирует только вторую половину профиля резьбы детали, лежащую выше среднего диаметра.
ся зазор, величина которого в нижней точке А профиля равна А.
В связи с тем, что рабочая высота профиля для каждого метчика равна половине высоты профиля резьбы детали, угол заборного конуса ф на всех трех метчиках (см. фиг. 1) выполнен примерно в два раза меньше по сравнению с метчиками существующих конструкций при той же длине заборного конуса (/i-длина сбега резьбы детали). Профили впадин первого и третьего метчиков комплекта (участки 5 и 5 на фиг. 1, а и б), принципиально могут быть выполнены любыми, так как они этой частью не формируют профиля резьбы детали (эта часть профиля метчиков вообще «е участвует в работе). Однако удобнее внутренние профили всех трех метчиков делать одинаковыми (круглыми), что дает возможность образовать Резьбу на всех метчиках одним инструментом (шлифовальным кругом). Для осуществления такой возможности профиль накатника, применяемого для правки шлифовального круга, а следовательно, и профиль рабочей части круга должны полностью соответствовать растянутому на величину Д расчетному профилю метчиков. В случае формирования резьбы на всех трех метчиках предлагаемого комплекта одним инструментом трудоемкость их изготовления не будет превышать трудоемкости изготовления метчиков существующих конструкций.
Предмет изобретения
Комплект метчиков для нарезания резьбы
круглого профиля, очерченного двумя сопряженными полуокрул ;ностями, отличающийся тем, что, с целью повышения качества нарезаемой резьбы и увеличения стойкости метчиков, за расчетный профиль последних принят
профиль, очерченный двумя полуокружностями, соответствующими полуокружностям, нарезаемой резьбы, соединенными прямой, причем первый метчик комплекта выполнен с наружным диаметром, равным среднему диаметру нарезаемой резьбы, второй - с внутренним диаметром, равным внутреннему диаметру нарезаемой резьбы, и вершинами срезаемыми до ее среднего диаметра, а третий - с наружным диаметром, равным наружному
диаметру нарезаемой резьбы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| Способ изготовления метчиков для нарезания точных резьб | 1979 |
|
SU872081A2 |
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| МЕТЧИК | 2008 |
|
RU2380204C1 |
| МЕТЧИК | 1999 |
|
RU2229965C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТЧИКА | 1995 |
|
RU2093322C1 |
| Метчик | 1987 |
|
SU1537429A2 |
| Метчик | 1989 |
|
SU1763113A1 |
| Метчик | 1987 |
|
SU1683916A1 |
1
Метчик 2
-с /jfewv x/r /
flemwKJ
Pu.2
иг.З
