Известно устройство для гнутья обечаек, контробечаек и сборки рамки кориуса смычковых инструментов, состоящее из шаблона, вырезанного по форме рамки смычкового инструмента, и разжимных вкладышей.
Описываемое устройство по сравнению с известным обладает более высокой точностью и качеством гнутья и сборки рамки корпуса смычковых инструментов.
Это достигается тем, что устройство выполнено в виде установленной по контуру шаблона гибкой ленты с заходными гнездами в углах шаблона и вставными упругими уголками.
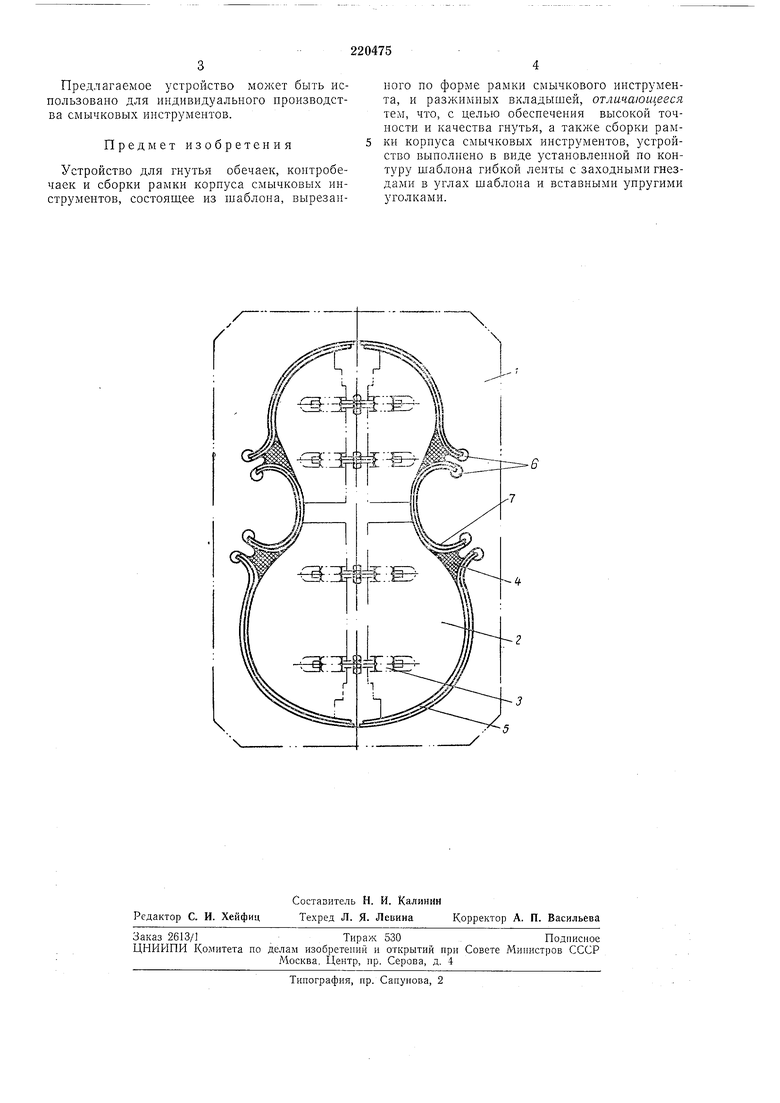
На чертеже представлено предлагаемое устройство, состояшсее из шаблона /, выполненного по форме корпуса смычкового инструмента, вкладышей 2, разжимных устройств (тандеров гидроцилиндров) 3, четырех упругих (например, резиновых) уголков 4, нескольких гибких (например, металлических, толш,иной 3 мм) лент 5 и заходных гнезд (прижимов) 6, служаш,их для правильного гнутья и фиксации концов заготовок обечаек и концов металлической ленты перед гнутьем.
Процесс гнутья обечаек и контробечаек происходит в следуюш,ей последовательности. На заготовки обечаек 7, размоченных в горячей воде, накладывают тонкую гибкую ленту 5 с размерами, равными размерам заготовки
обечаек. После этого концы заготовки и гибкой ленты вводят одновременно в заходное гнездо 6 и при постоянном поджиме выгибают заготовку обечайки вместе с гибкой лентой по контуру шаблона 1. Затем вставляют в зону угла упругий уголок 4.
Выгнутую обечайку вместе с гибкой лентой и упругим уголком фиксируют раздвижным вкладышем 2.
Так же повторяют со следующими обечайками. Контробечайки гнут по этой же технологии. Металлическая лента в устройстве исключает возможность появления надломов и трещин на обечайке, особенно в зонах углов во время гнутья. Упругие уголки опрессовывают контур сгиба в зоне угла и исключают возможность появления треш,ин во время сушки.
После высыхания обечаек их вынимают из шаблона и обрезают по чистым размерам. Обрезанные обечайки укладывают в шаблон. Контробечайки, уголки, клецы и места их приклейки смазывают клеем. К обечайкам прикладывают смазанные клеем контробечайки, уголки и клецы и фиксируют разжимными вкладышами. После высыхания вынимают готовую рамку.
Предлагаемое устройство может быть использовано для индивидуального производства смычковых инструментов.
Предмет изобретения
Устройство для гнутья обечаек, контробечаек и сборки рамки корпуса смычковых инструментов, состоящее из шаблона, выреза} ного по форме рамки смычкового инструмента, и разжимных вкладышей, отличающееся тем, что, с целью обеспечения высокой точности и качества гнутья, а также сборки рамки корпуса смычковых инструментов, устройство выполнено в виде установленной по контуру шаблона гибкой ленты с заходными гнездами в углах шаблона и вставными упругими уголками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| СКРИПКА ШАВЫРИНА В И | 2014 |
|
RU2538534C1 |
| КЫЛ-КУБЫЗ | 1998 |
|
RU2126138C1 |
| Способ изготовления обечаек и устройство для его осуществления | 1976 |
|
SU727265A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК С НЕПЛОСКИМИ ИЛИ НЕПАРАЛЛЕЛЬНЫМИ ТОРЦАМИ В ВАЛКАХ ТРЕХВАЛКОВОЙ ГИБОЧНОЙ МАШИНЫ | 2008 |
|
RU2367535C1 |
| Способ изготовления обечаек | 1984 |
|
SU1183231A1 |
| Матрица гибочного штампа | 1983 |
|
SU1107382A2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА И ВСТАВНОЙ ДИСТАНЦИОНИРУЮЩИЙ ЭЛЕМЕНТ | 2006 |
|
RU2331119C1 |
| Ь-НЛЧЕСКЛЯ '25«ьл?;ог[:;:дИ. П. Демин | 1966 |
|
SU180947A1 |
| Способ формирования профиля заданной формы для натяжных потолков | 2019 |
|
RU2735136C1 |
