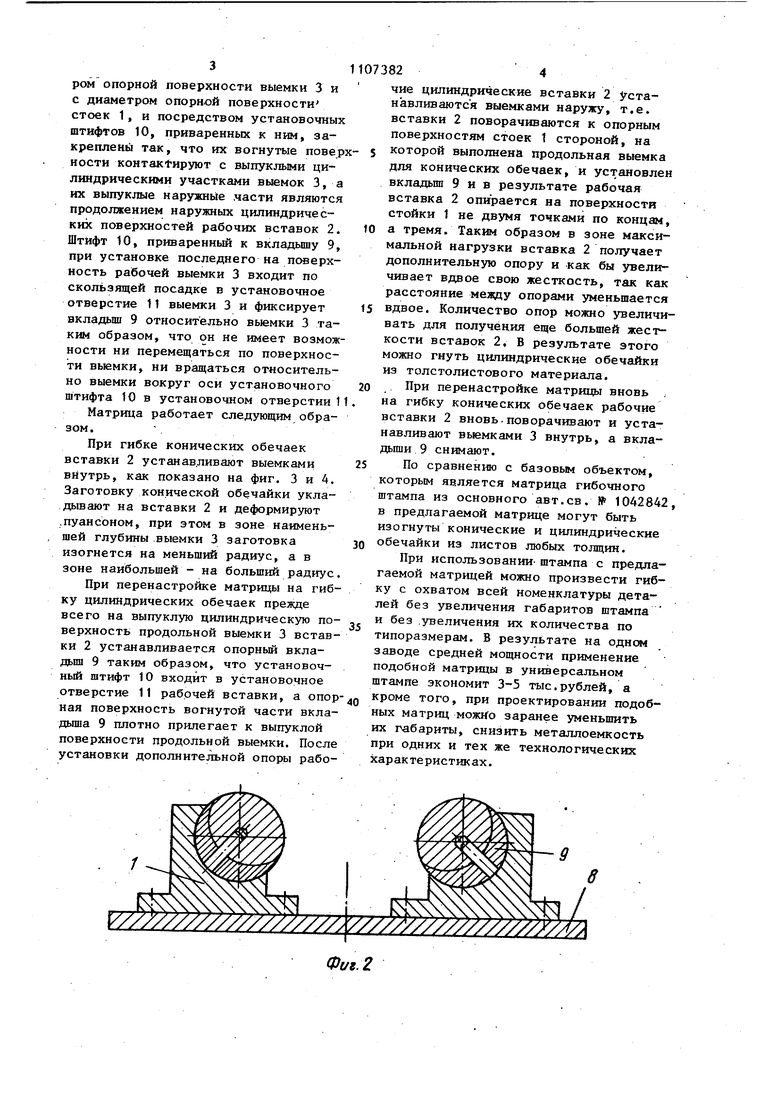
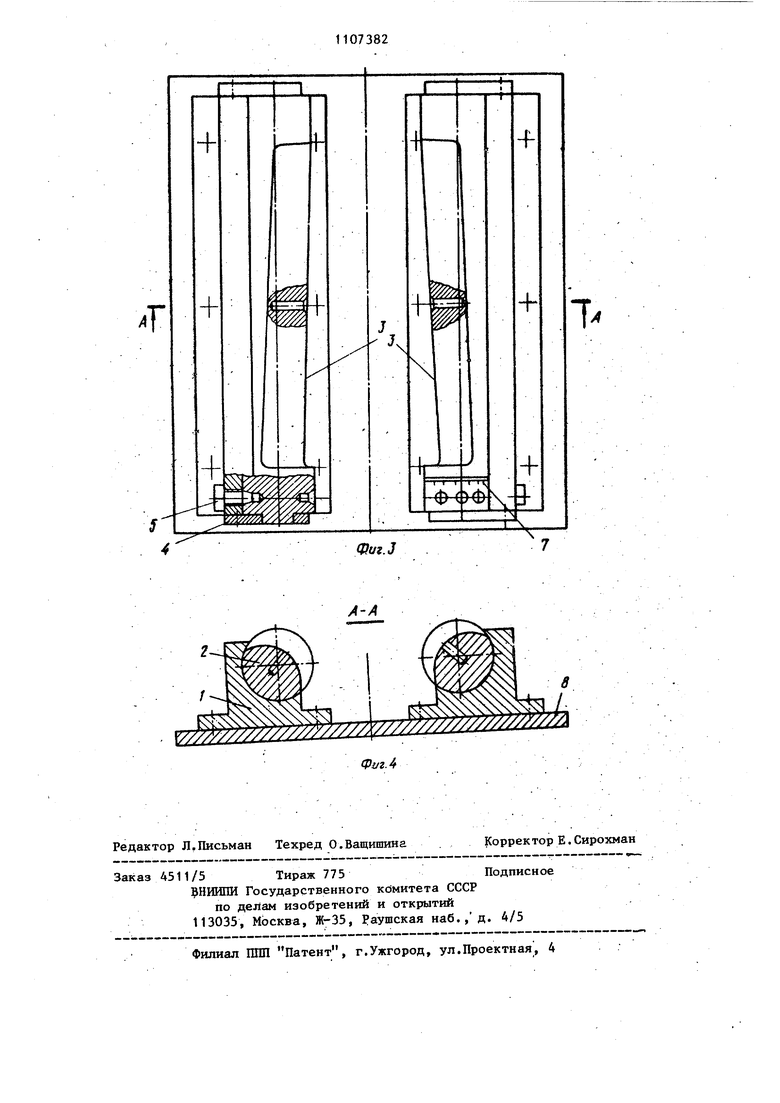
Изобретение относится к обработке металлов давлением и может быть использовано в области судостроения, судоремонта и в других областях народного хозяйства, связанных с гибкой под прессом листовых цилиндрических и конических обечаек, Из основного изобретения по авт. св. № 10Д2842 известна матрица гибочного штампа, содержа1цая установленные на общей плите две стойки с цилиндрической опорной поверхностью каждая и расположенные на опорных поверхностях стоек цилиндрические рабочие вставки, на которых вбшолнена продольная выемка с наклонным выпуклым цилиндрическим участком lj Данная матрица позволяет получать цилиндрические и конические обечайки в сравнительно широком диапазоне углов конусности с малыми трудоза. тратами за счет сокращения времени на переналадку и количества ходов пуансона. Однако при гибке цилиндрических обечаек, когда рабочие вставки повернуты к опорам поверхностями стоек стороной, на которой выполнена продольная выемка для конических обеча ек, рабочие вставки опираются на стойки только своими концевыми частями и представляют из себя балки на двух опорах, которые в своей сред ней части, где нагрузка от изгибающих усилий максимальная, имеют недостаточную жесткость из-за того, что, их сечения ослаблены продольной выемкой. Для увеличения жесткости рабочей вставки, что необходимо для гибки толстолистовых цилиндрических обеча ек , можно уменьшить длину рабочей цилиндрической вставки, но это сокр тит длину изгибаемых цилиндрических обечаек, что .уменьшает технологичес кие возможности штампа и сокращает номенклатуру изгибаемых деталей. Же кость цилиндрической рабочей вставк можно увеличить за счет увеличения ее диаметра. Эта мера ведет к громоздкости штампа, к увеличению его веса и металлоемкости, что также, как и. в первом случае, нежелательно. Целью изобретения является увели чение надежности матрицы (обеспечение возможности гибки листов любой толщины без увеличения металлоемкос ти штампа) путем увеличения жесткос ти цилиндрических рабочих вставок без увеличения их диаметра. Указанная цель достигается тем, что матрица снабжена не менее чем двумя съемными опорными вкладышами, установленными на соответствующей рабочей вставке со стороны ее продольной выемки и выполненными с рабочими поверхностями, одна из которых имеет контур, соответствующий контуру опорной поверхности стойки, а другая -. контуру выемки рабочей вставки, при этом каждый вкладыш размещен на равнсм расстоянии от концов рабочей вставки и-от другого вкладьш1а. Протяженность дополнительных опор (длина) вдоль оси вставки равна от 0,5 до 1,0 диаметра вставки и-выбирается в зависимости от необходимой площади опоры для восприятия гибочных усилий. Толщина опор вдоль оси вставок переменная и зависит от места их расположения на цилиндрической вставке. Таким образом, опорные поверхности дополнительных сменных опор выполнены в соответствии с контурами опорных поверхностей цилиндрических рабочих вставок и стоек. На фиг, 1 изображен вид сверху матрицы гибочного штампа с разрезом, налаженного на гибку цилиндрических обечаек; на фиг. 2 - разрез матрицы в месте у.становки дополнительных сменных опор; на фиг. 3 - вид сверху матрицы, налаженной на гибку конических обечаек; на фиг. 4 - разрез матрицы в месте установки дополнительных сменных опор. Матрица состоит из стоек i с цилиндрической опорной поверхностью каждая, цилиндрических рабочих вставок 2 , размещенных в опорных поверхностях стоек Г и имеющих каждая продольную выемку .3 с наклонным выпуклым цилиндрическим участком, имеющим радиус кривизны, равньй радиусу наружной поверхности вставки 2, а также узел крепления вставок 2, содержащий накладки 4,-фиксаторы 5, радиальные конические отверстия 6 и лимбовые деления 7. Стойки установле ы на плите 8. На вставках 2 установлены съемные опорные вкладыши 9, в своем поперечном сечении выполненные в виде полумесяца, наружный и внутренний диаметр которого согласованы соответственно с диамет3ром опорной поверхности выемки 3 и с диаметром опорной поверхности стоек 1, и посредством установочных штифтов 10, приваренных к ним, закрепленй так, что их вогнутые повер ности KOHTaKtHpyroT с выпуклыми цилиндрическими участками выемок 3, а их выпуклые наружные части являются продолжением наружных цилиндрических поверхностей рабочих вставок 2. Штифт 10, приваренный к вкладышу 9, при установке последнего на поверхность рабочей выемки 3 входит по скользящей посадке в установочное отверстие 11 выемки 3 и фиксирует вкладьш 9 относительно выемки 3 таким образом, что он не имеет возмож ности ни перемещаться по поверхности выемки, ни вращаться относительно выемки вокруг оси установочного штифта 10 в установочном отверстии 1 Матрица работает следующим образом. При гибке конических обечаек вставки 2 устанавливают выемками внутрь, как показано на фиг. 3 и 4. Заготовку конической обечайки укладывают на вставки 2 и деформируют .пуансоном, при этом в зоне наименьшей глубины .выемки 3 заготовка изогнется на меньший радиус, а в зоне наибольшей - на больший радиус При перенастройке матрицы на гиб ку цилиндрических обечаек прежде всего на выпуклую цилиндрическую по верхность продольной выемки 3 встав ки 2 устанавливается опорный вкладьш1 9 таким образом, что установочный штифт 10 входит в установочное отверстие 11 рабочей вставки, а опо ная поверхность вогнутой части вкла дыша 9 плотно прилегает к выпуклой поверхности продольной выемки. Посл установки дополнительной опоры рабо 824 чие цилиндрические вставки 2 устанавливаются выемками наружу, т.е. вставки 2 поворачиваются к опорным поверхностям стоек 1 стороной, на которой выполнена продольная выемка для конических обечаек, и установлен вкладьш 9 и в результате рабочая вставка 2 опирается на поверхности стойки 1 не двумя точками по концам, а тремя. Таким образом в зоне максимальной нагрузки вставка 2 получает дополнительную опору и как бы увеличивает вдвое свою жесткость, так как расстояние меязду опорами уменьшается вдвое. Количество опор можно увеличивать для получения еще большей жесткости вставок 2, В результате этого можно гнуть цилиндрические обечайки из толстолистового материала. При перенастройке матрицы вновь . на гибку конических обечаек рабочие вставки 2 ВНОВЬ-поворачивают и устанавливают выемками 3 внутрь, а вкладыши 9 снимают. По сравнению с базовым объектом, которым является матрица гибочного штампа из основного авт.св. № 1042842, в предлагаемой матрице могут быть изогнуты конические и цилиндрические обечайки из листов любых толщин. При использовании-штампа с предлагаемой матрицей можно произвести гибку с охватом всей номенклатуры деталей без увеличения габаритов штампа и без увеличения их количества по типоразмерам. В результате на одном заводе средней мощности применение подобной матрицы в универсальном штампе экономит 3-5 тыс,рублей, а кроме того, при проектировании подобных матриц можКо заранее уменьшить их габариты, снизить металлоемкость при одних и тех же технологических характеристиках.
т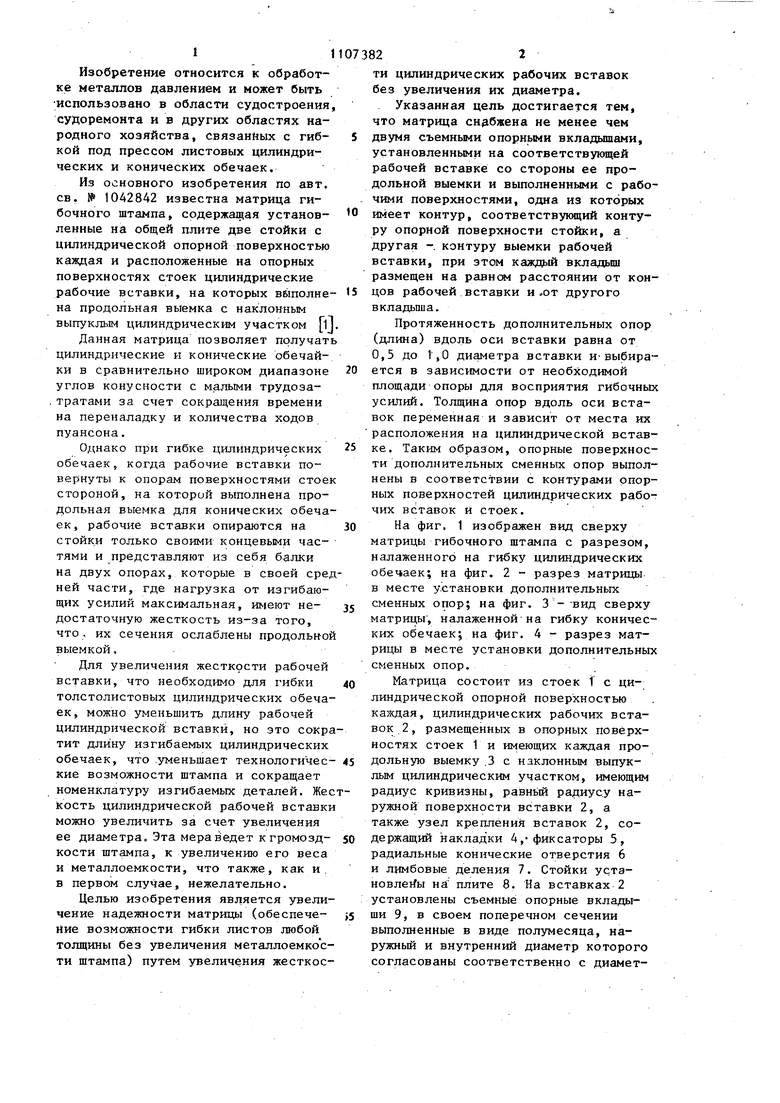
) МАТРИЦА ГИБОЧНОГО ШТАМПА по авт.св. № 1042842, отличающаяся тем, что, с целью повьппения надежности, она снабжена не менее чем двумя съемными опорными вКладьшами, установленньми на соответствующей рабочей вставке со стороны ее продольной выемки, и выполненными с рабочими поверхностями, одна из которых имеет контур, соответствукиций контуру опорной поверхности стойки, а другая имеет контур, соответствующий контуру выемки рабочей вставки, при этом каждый .вкладыш размещен на равном расстоянии от концов рабочей вставки и от другого вкладыша. « О 00 00 ND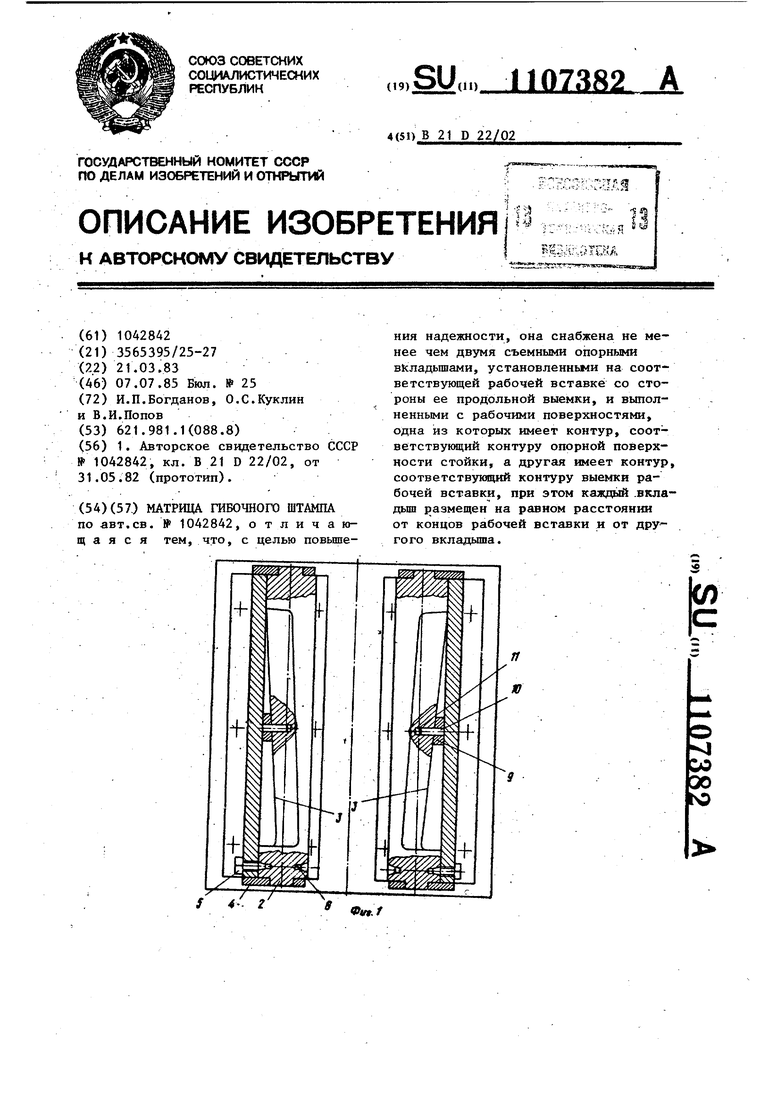
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Матрица гибочного штампа | 1982 |
|
SU1042842A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
