Изобретение относится к области обработки давлением листовых заготовок и может быть использовано для изготовления коротких труб с продольным сварным швом, служащих элементами колен трубопроводов или отводами, привариваемыми к емкостям различной формы.
Известен способ изготовления гнутых цилиндрических обечаек из металлического листа [патент RU 2006127383, МПК B21D 5/14, опубл. 10.02.2008], включающий в себя вырезку листовых заготовок прямоугольной формы и последующую гибку-прокатку в трех- или четырехвалковых машинах.
Неплоские или непараллельные торцы таких обечаек обрезают после гибки-прокатки, удаляя припуски лазерной резкой или другими средствами.
Изготовление гнутых цилиндрических обечаек с неплоскими или непараллельными торцами гибкой заготовок, представляющих собой развертки обечаек, возможно при условии, что их ширина, т.е. размер, ориентированный вдоль оси обечайки, постоянна или характеризуется малым отличием минимального и максимального значений. В противном случае кривизна гибки оказывается переменной - максимальной в узких участках заготовки и меньшей в более широких местах.
Недостатком способа изготовления обечаек гибкой-прокаткой прямоугольных заготовок является недостаточная кривизна их краевых участков, протяженность которых примерно равна расстоянию между боковым и центральным гибочными валками. Применение способа, указанного выше, не позволяет устранить недогиб на краевом участке, что ведет к неточности формы получаемых изделий.
Задача, на решение которой направлено изобретение, состоит в повышении точности формы изделий, достижении точной стыковки с другими изделиями.
Это достигается тем, что способ изготовления гнутых цилиндрических обечаек с неплоскими или непараллельными торцами в валках трехвалковой гибочной машины включает вырезку листовых заготовок прямоугольной формы, удаление части припуска на углах заготовок с образованием фасок, размер которых в направлении гибки-прокатки равен расстоянию между боковым и центральным гибочными валками, и гибку-прокатку в валках.
Сущность изобретения поясняется чертежами.
На фигуре 1 показана схема первого прохода гибки в трехвалковой машине. Недогиб имеет место на краевом участке, протяженность которого равна расстоянию между центральным и боковым валками l. Аналогичный недогиб образуется по завершении прохода на другом краю заготовки. Для получения цилиндрических обечаек более точной формы предлагается обрезать фасками углы прямоугольных заготовок.
На фигуре 2 показана цилиндрическая обечайка с непараллельными торцами и ее развертка на прямоугольной заготовке. Размер фаски l соответствует длине участка заготовки, на котором наблюдается недогиб. Ширина фаски h принимается максимальной в пределах припуска на последующую обработку. Таким образом, уменьшение ширины заготовки на краевом участке приведет к тому, что кривизна гибки на этом участке будет ближе к заданной.
Способ осуществляется следующим образом: брали листовую заготовку, и на краевых участках снимали фаски, продольный размер которых в направлении гибки равен расстоянию между центральным и боковым валками гибочной машины, а поперечный размер фаски принимается максимальным в пределах припуска на последующую обработку. Затем осуществляли ротационную гибку на трехвалковой гибочной машине. При гибке краевой участок заготовки, имеющий в результате снятия фаски меньший поперечный размер, деформировался сильнее ввиду меньшего сопротивления гибке при постоянной деформирующей силе, что позволило компенсировать недогиб листа на краевом участке. Таким образом, в результате применения данного способа получили радиус кривизны краевого участка ближе к заданному.
Данный способ позволяет:
- повысить точность формы получаемых деталей,
- достичь точной стыковки с другими деталями,
- уменьшить затраты на последующую обработку.
Источники информации
1. Пат. RU 2006127383.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подгибки концов заготовок | 1990 |
|
SU1794530A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 1990 |
|
RU2019337C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ | 2002 |
|
RU2229355C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОРОБЧАТЫХ И ТРУБЧАТЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2008 |
|
RU2376094C1 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2289488C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2003 |
|
RU2243843C1 |
| Способ изготовления гнутых заготовок | 1988 |
|
SU1607992A1 |
| Способ изготовления деталей из холодногнутого перфорированного профиля | 2017 |
|
RU2693411C2 |
| МАШИНА ВАЛКОВАЯ ЛИСТОГИБОЧНАЯ | 2005 |
|
RU2302308C2 |

Изобретение относится к области обработки давлением листовых заготовок и может быть использовано для изготовления коротких труб с продольным сварным швом, служащих элементами колен трубопроводов или отводами, привариваемыми к емкостям различной формы. Вырезают листовые заготовки прямоугольной формы, удаляют части припуска на углах заготовок с образованием фасок, размер которых в направлении гибки-прокатки равен расстоянию между боковым и центральным гибочными валками, и осуществляют гибку-прокатку в валках. Повышается точность формы изделий, что обеспечивает точность стыковки с другими изделиями. 2 ил.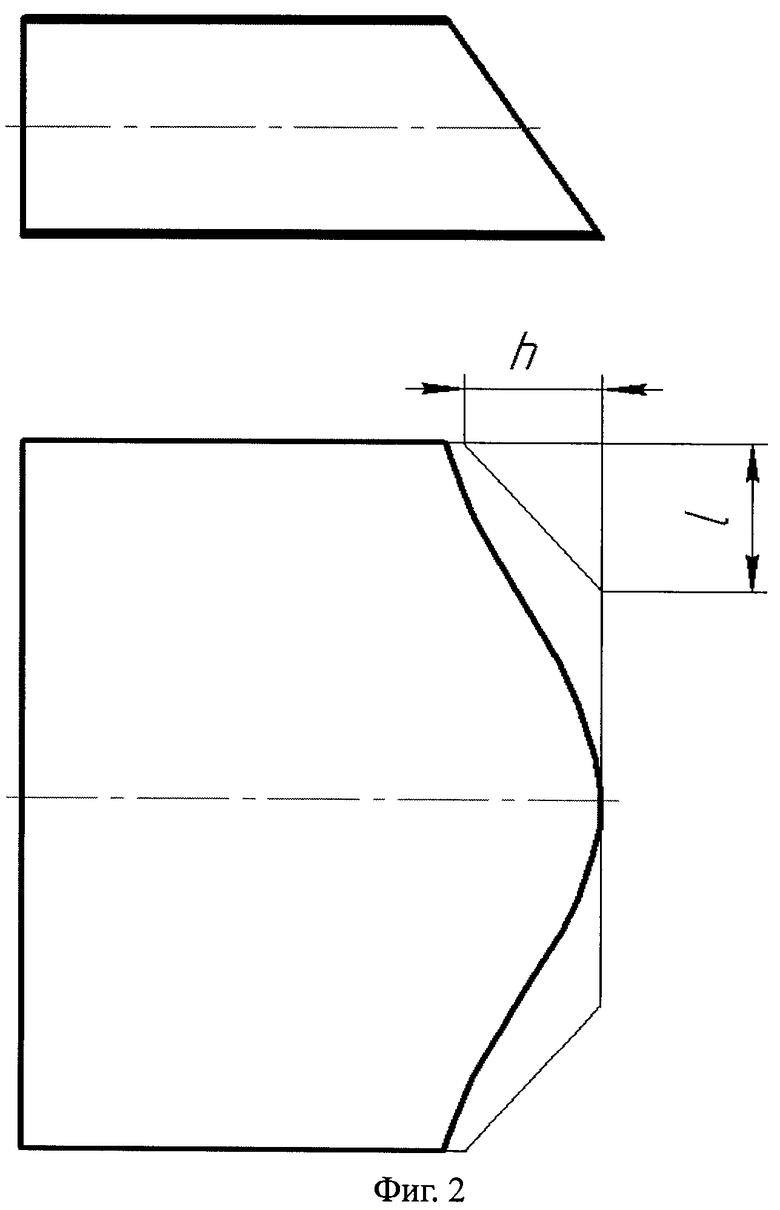
Способ изготовления гнутых цилиндрических обечаек с неплоскими или непараллельными торцами в валках трехвалковой гибочной машины, включающий вырезку листовых заготовок прямоугольной формы, удаление части припуска на углах заготовок с образованием фасок, размер которых в направлении гибки-прокатки равен расстоянию между боковым и центральным гибочными валками, и гибку-прокатку в валках.
| Способ изготовления патрубков | 1987 |
|
SU1503926A1 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕРТОК ЦИЛИНДРИЧЕСКИХ ПАТРУБКОВ С НАКЛОННЫМ СРЕЗОМ | 2004 |
|
RU2254191C1 |
| СПОСОБ ПОЛУЧЕНИЯ РАЗВЕРТОК ЦИЛИНДРИЧЕСКИХ ПАТРУБКОВ С НАКЛОННЫМ СРЕЗОМ | 2005 |
|
RU2286224C1 |
| СПОСОБ ИДЕНТИФИКАЦИИ ИСТОЧНИКА КОЛЛЕКЦИИ КРИСТАЛЛОВ АЛМАЗА | 2009 |
|
RU2413931C1 |

