Известны прессы для формования полимерных заготовок, включающие смонтированные на горизонтально расположенных направляющих штангах неподвижный пуансон, бункер с матрицей и прессующий пуансон, подвижной от силового цилиндра.
В прессе прессующий пуансон связан посредством четырехзвенного рычажно-щарнирного механизма с поршнем силового цилиндра, а бункер закреплен на подвижной плите, перемещаемой от второго силового цилиндра, что усложняет конструкцию известного пресса, не рассчитанного на изготовление кольцевых заготовок.
В других прессах, рассчитанных на изготовление кольцевых полимерных заготовок, предусмотрено применение червячного пресса для принудительной подачи материала к. формующим частям пресса, что при усложнении оборудования этих прессов ограничивает возможности использования их при мелкосерийном производстве заготовок.
Предлагаемый пресс отличается тем, что прессующий пуансон выполнен с осевым и прямоугольными отверстиями фиксированного возвратно-поступательного перемещения сердечника от силового цилиндра, жестко связанного с прессующим пуансоном посредством подвижной на направляющих щтангах поперечины матрицы, выполненной с газомассоотводящими каналами и прямоугольными отверстиями фиксированного аксиального перемещения на направляющих штангах поперечины материального цилиндра, выполненного с отверстием, соосно совмещаемым с дозировочным окном матрицы и с питательным отверстием бункера, закренленного на направляющих штангах с ножами срезания выпрессовок, образуемых на газомассоотводящих каналах матрицы.
Этот пресс обеспечит изготовление кольцевых заготовок, например асбокаучуковых уплотнительных колец, без применения силового цилиндра перемещения бункера или червячного пресса принудительной подачи материала к формующим частям пресса.
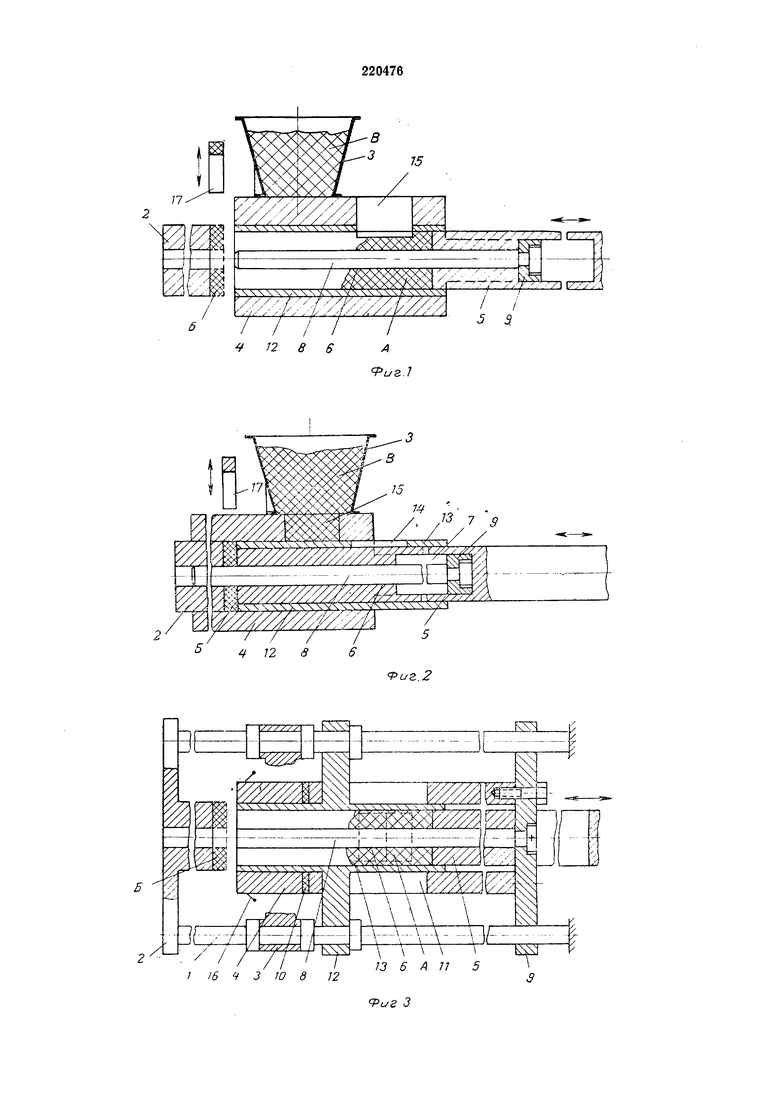
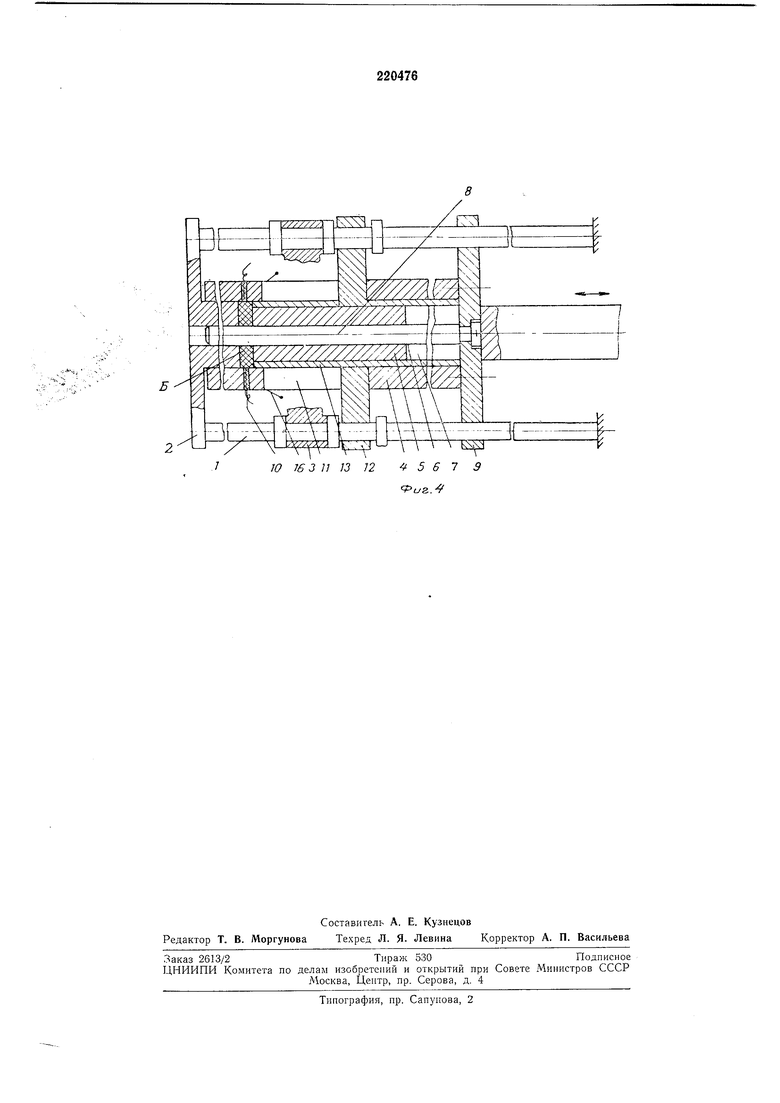
На фиг. 1 и 2 показаны продольные вертикальные разрезы пресса с бункером; на фиг. 3 и 4 - продольные горизонтальные разрезы пресса.
Пресс для формования полимерных заготовок, например асбокаучуковых уплотнительных колец, включает смонтированные на горизонтально расположенных направляющих щтангах 1 неподвижный пуансон 2, бункер 5 с матрицей 4 и прессующий пуансон 5, подвижной от силового цилиндра, не показанного на чертежах.
ванного возвратно-поступательного перемещения сердечника 8 от не показанного на чертежах силового цилиндра, жестко связанного с прессующим пуансоном 5 посредством подвижной на направляющих щтангах поперечины 9 матрицы, выполненной с газомассоотводящими каналами /О и прямоугольными отверстиями 11 фиксированного аксиального перемещения на направляющих щтангах поперечины 12 материального цилиндра 13, выполненного с питательным отверстием 14, соосно совмещаемым с дозировочным окном 15 матрицы и с питательным отверстием бункера, закрепленного на направляющих щтангах с ножами 16 срезания выпрессовок, образуемых на выходных концах газомассоотводящих каналов матрицы.
В исходном положении материал А из бункера через отверстие матрицы подается в материальный цилиндр. Подвижной пуансон находится в крайнем правом положении. В этом положении материал Б подается под действием собственного веса или толкателя 17 в бункер, не показанный на чертежах. Далее подвижной пуансон силовым цилиндром перемещается влево, при этом перемещаются на направляющих штангах поперечина материального цилиндра до их упоров (на расстояние порядка 5 мм и поперечина матрицы с сердечником, затем сердечник и поперечины материального цилиндра и матрицы останавливаются, а прессующий пуансон продолжает перемещение влево, транспортируя дозированную порцию материала. В дальнейшем задняя плоскость прямоугольного отверстия прессующего пуансона упирается в поперечину матрицы, при этом возобновляется движение матрицы и сердечника, а материальный цилиндр остается неподвижным. Затем происходит передвижение матрицы и сердечника в крайнее положение и формование материала в брикет. Материальный цилиндр при этом сдвигается под давлением материала на 2 мм до упора его поперечины в заднюю плоскость прямоугольного отверстия матрицы. В этом положении дозировочное окно матрицы совмещается с питающим отверстием бункера и заполняется материалом. При нестабильности объемного веса перерабатываемой массы материала объем дозировочного окна матрицы делается несколько большим по объему с тем, чтобы при прессовании брикета и фиксированном ходе пуансона излишек материала выдавливался через газомассоотводящие каналы. Досле прессования брикета происходит возвращение пуансона в исходное положение, при
этом матрица некоторое время остается неподвижной, затем при упоре поперечины матрицы в переднюю плоскость прямоугольного отверстия пуансона начинается обратное движение матрицы и сердечника, попутно с этим ножами срезаются выпрессовки материала на выходных концах газомассоотводящих каналов матрицы. Срезанные выпрессовки подают на повторную переработку. Далее, на расстоянии 3 мм от крайнего правого положения пуапсона передние грани прямоугольных отверстий матрицы упираются в поперечину материального цилиндра и происходит отход этого цилиндра от брикета на 3 мм, что облегчает его удаление. Дозировочное окно матрицы окончательно и точно совмещается с питательпым отверстием материального цилиндра, и дозированная порция В полностью загружает этот цилиндр. Таким образом с возвращением пуансона, матрицы, сердечника и материального цилиндра в исходное (заднее) положение и с загрузкой порции материала в материальный цилиндр цикл работы пресса заканчивается. С поступательным движением
пуансона в переднее положение с матрицей, сердечником и материальным цилиндром и прессованием материала в брикет цикл работы пресса повторяется.
Предмет изобретения
Пресс для формования полимерных заготовок, включающий смонтированные на горизонтально расположенных направляющих
штангах неподвижный пуансон, бункер с матрицей и прессующий пуансон, подви}кной от силового цилиндра, отличающийся тем, что, с целью упрощепия конструкции пресса и изготовления кольцевых заготовок, например асбокаучуковых уплотнительных колец, прессующий пуансон выполнен с осевым и прямоугольными отверстиями фиксированного перемещения сердечника от силового цилиндра, жестко связанного с прессующим пуансоном
посредством подвижной на направляющих штангах поперечины матрицы, выполненной с газом ассоотводящими каналами и прямоугольными отверстиями фиксированного аксиального перемещения па направляющих
штангах поперечины материального цилиндра, выполненного с питательным отверстием, соосно совмещаемым с дозировочным окном матрицы и с питательным отверстием бункера, закрепленного на направляющих щтангах с ножами срезания выпрессовок, образуемых на газомассоотводящих каналах матрицы.
12 8
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1983 |
|
SU1123885A1 |
| ТАБЛЕТОЧНАЯ МАШИНА | 1968 |
|
SU213327A1 |
| Устройство для скальпирования заготовок | 1988 |
|
SU1562054A1 |
| Формовочная машина для изготовления стержней | 1990 |
|
SU1763079A1 |
| ПРЕСС БРИКЕТИРОВОЧНЫЙ | 2009 |
|
RU2421337C2 |
| Штамп для формования поперечных гофров на обечайках | 1982 |
|
SU1038002A1 |
| ПРЕСС НАВЕСНОЙ ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ДЛЯ БРИКЕТИРОВАНИЯ ОПАВШЕЙ ЛИСТВЫ | 2011 |
|
RU2452170C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |
| Машина для изготовления кольцевых брикетов из порошкообразных материалов | 1984 |
|
SU1193012A2 |
| Устройство для пробивки отверстий в материале | 1989 |
|
SU1690918A1 |
2 // / / /
° 12 86
Риг.2
g-v-v- - -- i
i
2/LJ
Ю 16 3 11 13 12 5679 (fuz.
