Известен сгюсоб производства непрерывной ленты листового стекла на поверхности ванны из раснлавленного металла с подачей стекломассы в ванну но лотку, по которому стекломасса, поступающая на поверхность ванны, движется в направлении, обратном направлению движения ленты листового стекла. В результате образуется затек стекла, предохраняющий новерхность расплавленного металла в ванне нозади лотка от какого-либо воздействия воздуха. Однако стекломасса в затеке недостаточно полно заменяется, особенно в центральной части затека, где отсутствует поступательное движение стекломассы. Это приводит к застою |1 кристаллизации стекла в затеке и снижает качество получаемого листового стекла.
При производстве непрерывной ленты по предложенному способу стекломассу приводят в непрерывное движение поперек направления ленты стекла к одному или обоим бортовым участкам ванны. Так предотвращается застой и кристаллизация стекломассы в затеке.
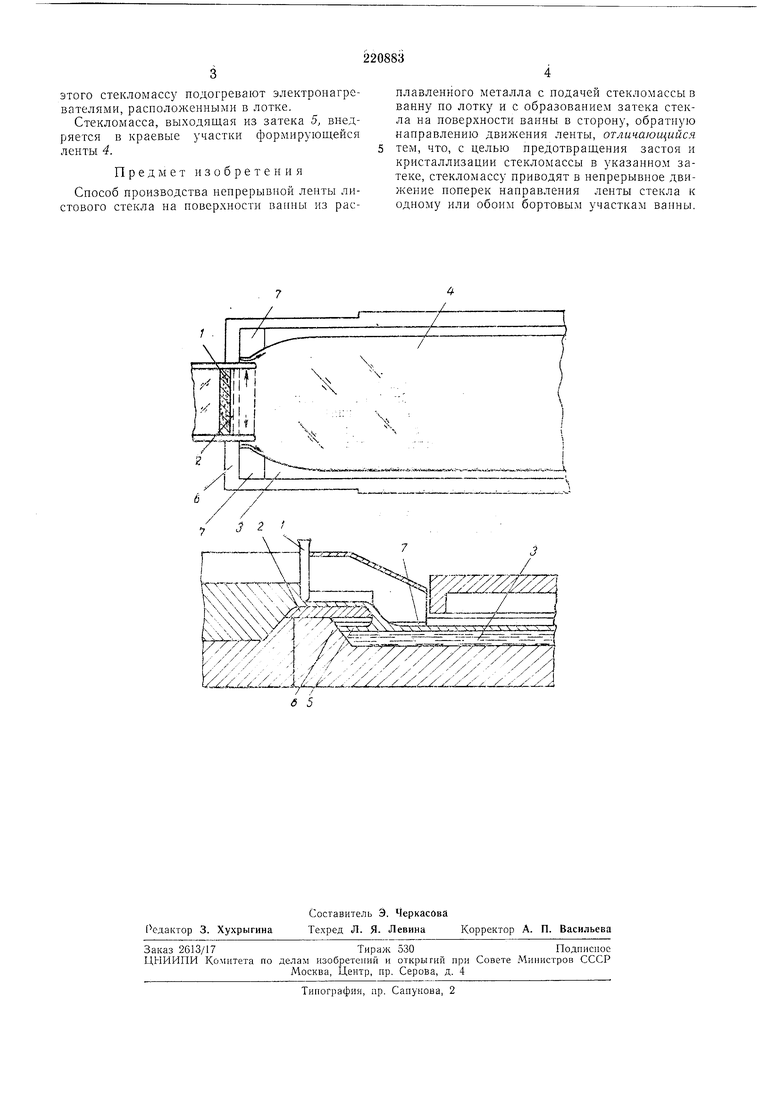
На чертеже изображен в двух проекциях участок устройства для осуществлепия предложенного способа.
Осуществляется описываемый способ следующим образом.
ла в ванну 3 и перемещается вперед, образуя непрерывную ленту 4 листового стекла. При этом некоторое количество стекломассы перемещается в направлении, противоположном 5 движению ленты 4, образуя нозади стекломассы, стекающий по лотку 2, затек 5. Размеры затека подбирают в каждом конкретном случае в соответствии с условиями эксплуатации ванпы. Действительный размер затека можно определить как расстояние между вертикальной плоскостью, проходящей через окончание сливного порога и вертика.тьной плоскостью торцовой стенки 6 ванны, которое ограничивает перемещение стекломассы в обратную сторону по сравнению с поступательным движеиием ленты вдоль ванны. Это расстояние должно быть достаточным для обеспечения поступления в затек необходимого количества стекломассы.
Большая часть стекломассы, подаваемой в центральный участок ванны, обсепечивает вынужденное перемещение стекломассы в затеке в поперечном направлении. Она непрерывно вытекает из затека по фасонным ограничивающим стенкам 7 (направление двнження стекломассы из затека показано па чертен е стрелками). Сильный иоперечпый поток стекломассы достигается в том случае, если во подачи стекломассы в ванну большая часть ее
этого стекломассу подогревают электронагревателями, расположенными в лотке.
Стекломасса, выходящая из затека 5, внедряется в краевые участки формирующейся ленты 4.
Предмет изобретения
Способ производства непрерывной ленты листового стекла на поверхности ванны из расплавленного металла с подачей стекломассы в ванну по лотку и с образованием затека стекла на поверхности ванны в сторону, обратную направлению движения ленты, отличающийся тем, что, с целью предотвращения застоя и кристаллизации стекломассы в указанном затеке, стекломассу приводят в непрерывное движение поперек направления ленты стекла к одному или обоим бортовым участкам ванны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 2001 |
|
RU2203229C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| Способ производства листового стекла и устройство для его реализации | 1975 |
|
SU555802A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039015C1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU174146A1 |
| Способ производства листового полированного стекла | 1977 |
|
SU668239A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| Устройство для отделения дефектного слоя от потока стекломассы | 1972 |
|
SU438619A1 |
, ,.....
t // ---J -:..i
z
5 5
