движением в направлении выработки и ограничением поперечного ра-стекания ленты в зоре формования Путем периодического воздействия на борта формуемой ленты и Охлаждение, В10здействие ,на борта формуемой ленты осуществляют под углом 30-75° к направлению выработки. .
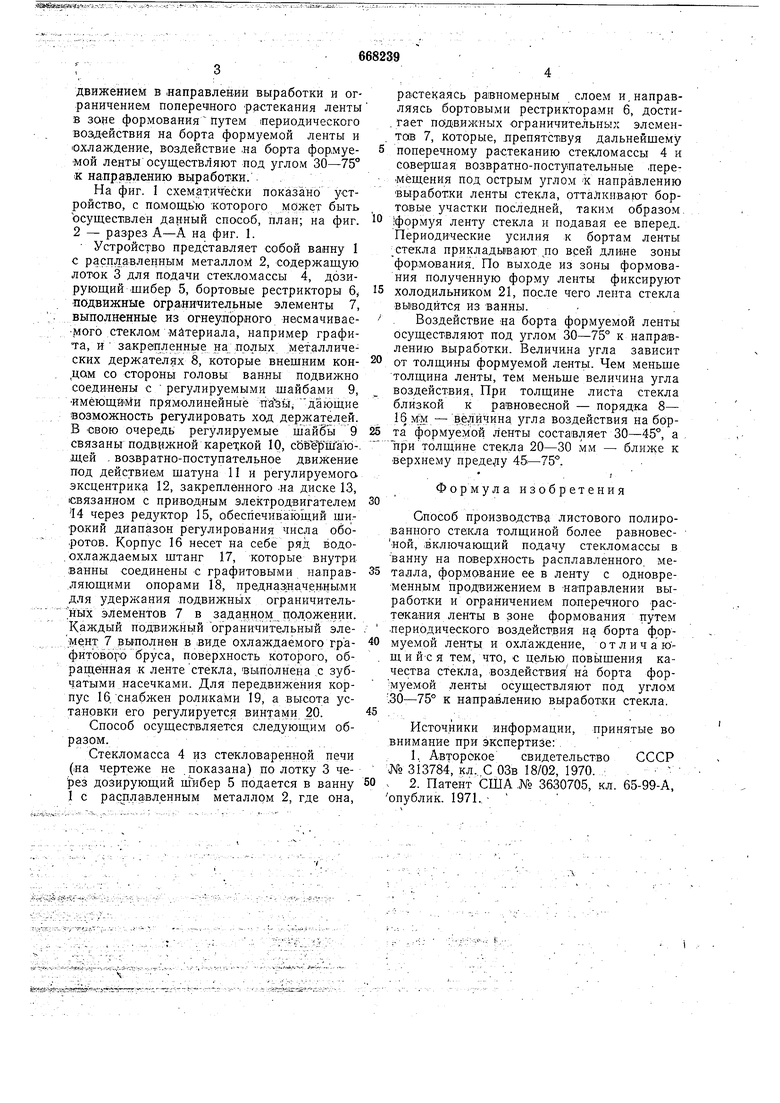
На фиг. 1 схематически показано устройство, с помощью которого может быть осуществлен данный способ, план; на фиг. 2 - разрез А-А на фиг. 1.
Устройство представляет собой ванну 1 с расплавленным металлом 2, содержащую лоток 3 для подачи стекломассы 4, дозирующий шибер 5, бортовые рестрикторы 6, подвижные ограничительные элементы 7, выполненные из огнеупорного несмачиваемого стеклам -материала, например графита, И закрепленные на полых металлических держателях 8, которые внещним кондам со стороны головы ванны подвижно соединены с регулируемыми шайбами 9, имёющйМн прямолинейные , дающие возможность регулировать ход держателей. В овою очередь регулируемые шайёы 9 связаны подвижной каре1;кой 10, сбвёрШаю-. щей , возвратно-поступательное движ:ение под действием щатуна 11 и регулируемого эксцентрика 12, закрепленного на диске 13, связанном с приводным электродвигателем 14 через редуктор 15, обеспечивак)щий широкий диапазон регулирования числа обо.ротов. Корпус 16 несет на себе ряд водо. охлаждаемых щтанг 17, которые внутри ванны соединены -с графитовыми направляющими опорами 18, предназначенными для удержания подвижнйх ограничительных элементов 7 в задан.ном положении. Каждый подвижный ограничительный элемент 7 1вьшолнен в 1виде охлаждаемого графитового бруса, поверхность которого, обращеШая .к ленте стекла, выполнена ,с зубчатыми насечками. Для передвижения корпус 16,снабжен роликами 19, а высота установки его регулируется винтами 20.
Способ осуществляется следующим образом.
Стекломасса 4 из стекловаренной печи (на чертеже не показана) по лотку 3 через дозирующий 5 подается в ванну I с расплавленным металлом 2, где она.
растекаясь равномерным слоем и, направляясь бортовыми рестрикторами 6, дости. гает падв. ограничительных элементов 7, которые, лрепятствуя дальнейщему поперечному растеканию стекломассы 4 и совершая возвратно-поступательные перемещения под острым углом -к направлению выработки ленты стекла, отталкивают бортовые участки последней, таким образом, формуя ленту стекла и подавая ее вперед. Периодические усилия к бортам ленты стекла прикладывают по всей длине зоны формования. По выходе из зоны формования полученную форму ленты фиксируют холодильником 21, после чего лента стекла выводится из ванны...
Воздействие -на борта формуемой ленты осуществляют под углом 30-75° к направлению выработки. Величина угла зависит от толщины формуемой ленты. Чем меньще толщина ленты, тем меньще величина угла воздействия, При толщине листа стекла близкой к равновесной - порядка 8- 16 мм - величина угла воздействия на борта формуемой ленты составляет 30-45°, а притолщине стекла 20-30 мм - ближе к верхнему пределу 45-75°.
.;
Формула изобретения
Способ производства листового полированного стекла толщиной более равновесной, включающий подачу стекломассы в ванну на поверхность расплавленного, металла, формование ее в ленту с одновременным продвижением в направлении выработки и ограничением поперечного растекания ленты в зоне формования цутем .периодического воздействия на борта формуемрй ленты и охлаждение, отличающий-ся тем, что, с целью повышения качества стекла, воздействия на борта фор муемой ленты осуществляют под углом ,30-75° к направлению выработки стекла.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 313784, кл. С ОЗв 18/02, 1970.
. 2. Патент США № 3630705, кл. 65-99-А, опублик. 1971., - . ,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ СТЕКЛА ТОЛЩИНОЙ БОЛЕЕ РАВНОВЕСНОЙ | 1998 |
|
RU2147296C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА ТОЛСТЫХ НОМИНАЛОВ | 2005 |
|
RU2299182C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| Способ производства листового стекла и устройство для его реализации | 1975 |
|
SU555802A1 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2187472C2 |
| Устройство для производства листового стекла | 1977 |
|
SU678852A1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2211808C2 |
| Способ и ванна для изготовления листового толстого стекла | 1974 |
|
SU533122A1 |
| БОРТОВОЙ ОГРАНИЧИТЕЛЬНЫЙ ЭЛЕМЕНТ К ВАННЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛАfX'-.-i'-iriV-i';,1 1Sisbii^-nud i | 1970 |
|
SU419481A1 |

