Изобретение относится к производству листового стекла и может быть использовано на линиях, вырабатывающих стекло флоат-способом.
Известны способы выработки ленты стекла с использованием флоат-процесса, которые включают в себя дозированную подачу стекломассы в ванну с расплавом олова, перемещение ее по поверхности расплава, постепенное охлаждение, формование различными технологическими приемами ленты стекла заданной ширины и толщины и вывод ленты стекла из ванны расплава на транспортирующие валы.
Например, в патенте Великобритании 893663, МКИ С 03 В описывается подача стекломассы по лотку, который состоит из сливного бруса или носика и вертикальных боковых брусьев, установленному таким образом, что стекломасса свободно стекает на поверхность олова с высоты нескольких дюймов. Под носиком лотка существует свободное пространство, и стекломасса при своем течении образует так называемую пяту или затек, ограниченный задней стенкой ванны расплава.
В патенте Великобритании 1068345, МКИ С 03 В 35/00 указывается на необходимость создания непрерывного течения стекломассы в затеке, чтобы избежать застоя стекломассы в центральной части потока и, как следствие, возможности образования различного рода дефектов. Предлагается несколько способов для того, чтобы усилить обмен стекломассы в затеке и вызвать непрерывное боковое течение стекломассы в поперечном направлении, в том числе за счет создания градиента температур в потоке стекломассы, а также за счет U-образной конфигурации носика лотка.
В патенте Великобритании 1073603, МКИ С 03 В 17/00 указано оптимальное для средней скорости течения стекла значение высоты установки носика лотка над поверхностью расплава олова (от 1,5 до 6 дюймов), также говорится, что для образования затека достаточно расстояния в несколько дюймов.
Использование затека и заднего смачиваемого бруса в данном способе подачи стекломассы дает возможность полностью устранить либо свести к минимуму дефекты в стекле, возникающие вследствие контакта нижнего слоя потока стекломассы с огнеупорами канала и носика лотка. Дефекты (включения), неизбежно образующиеся при разрушении огнеупоров и попадающие в стекломассу, за счет поперечного бокового течения стекломассы в затеке попадают, главным образом, на боковые участки ленты стекла и удаляются при отрезке бортов ленты.
Недостатками вышеописанного способа подачи стекломассы является, во-первых, нарушение однородного течения вследствие свободного падения стекломассы с носика лотка и, во-вторых, достаточно значительное изменение ширины потока стекломассы при ее боковом растекании в ванне расплава.
Нарушение однородности потока при сливе стекломассы приводит к возникновению термической неоднородности в слоях стекломассы и образованию дополнительной слоистости в стекле, что ухудшает оптические показатели выработанной ленты стекла.
Боковое растекание также приводит к образованию дополнительной слоистости за счет смещения слоев и изменения геометрических параметров потока, кроме того, более быстрое охлаждение боковых участков ленты по отношению к ее центру приводит к возникновению температурного градиента по ширине ленты и нарушению ее плоскопараллельности.
Таким образом, для снижения отрицательного действия указанных факторов следует по возможности уменьшить боковое растекание, а также снизить потери тепла и выровнять перепад температур по ширине ленты.
В патенте РФ 2149838, С 03 В 18/02 описывается способ производства флоат-стекла, в котором предлагается с целью получения ленты стекла с хорошими показателями плоскостности и снижения образования слоистости укоротить длину участка бокового растекания за счет увеличения ширины лотка.
Однако простое увеличение ширины лотка не исчерпывает возможностей улучшения тепловых и гидродинамических параметров слива и растекания стекломассы, а кроме того, создает ряд дополнительных проблем в плане конструкции узла слива.
Поскольку в данном случае растекание стекломассы происходит только на расплаве олова, которое, как известно, является хорошим проводником тепла, фактическое снижение потерь тепла лишь за счет уменьшения времени прохождения стеклом участка растекания оказывается незначительным.
Наиболее близким к заявляемому нами предлагаемому изобретению является способ производства флоат-стекла, описанный в патенте SU 313784 С 03 В 18/02, в котором конструкция узла слива представляет собой расширяющийся лоток.
Существенным недостатком описанной в прототипе конфигурации лотка является то, что выполненное в средней части лотка расширение в силу своей геометрии создает условия для образования застойных зон стекломассы возле боковых стенок лотка. Из чертежа, представленного в прототипе, видно, что боковые стенки в широкой части лотка образуют углы величина которых меньше 180o. Скорость боковых потоков стекломассы на участках, прилегающих к вершинам этих углов, будет снижаться и стремиться к нулю. Этот эффект будет проявляться в большей степени при уменьшении величины указанных углов. Снижение скорости боковых потоков, в свою очередь, затруднит обмен стекломассы на этих участках, создаст застойные зоны и ускорит процесс охлаждения стекломассы, что будет способствовать возникновению центров кристаллизации.
Таким образом, в конфигурации лотка, представленной в прототипе, возникает дополнительный температурный градиент, что отрицательно влияет на оптические показатели ленты стекла, и кроме того, образующиеся застойные зоны стекломассы являются источником дефектов в стекле.
Предлагаемый авторами способ производства флоат-стекла включает непрерывную подачу стекломассы по выработочному каналу и сливному лотку в ванну с расплавом металла, растекание ее вперед и в стороны с последующим вытягиванием и выводом сформованной ленты из ванны расплава. Предварительное боковое растекание стекломассы происходит на лотке за счет того, что лоток расширяется в направлении течения стекломассы, при этом ширина лотка на сливе стекломассы больше ширины лотка в месте примыкания к выработочному каналу (фиг. 1).
Преимуществом предлагаемого способа является то, что в отличие от прототипа расширение лотка выполнено таким образом, что боковые стенки лотка образуют угол больший 180o, что создает условия для беспрепятственного течения стекломассы в лотке без образования застойных зон и угрозы возникновения кристаллизации.
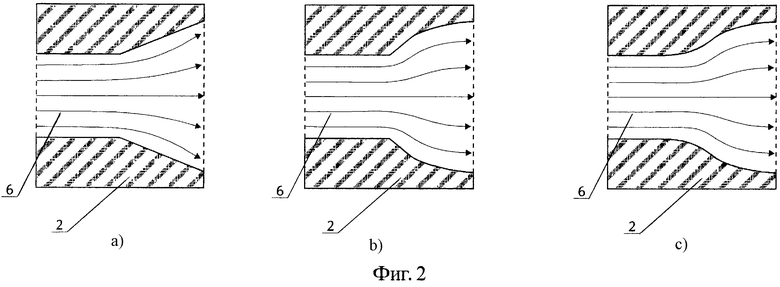
В предпочтительном, по мнению авторов, варианте реализации данного изобретения, схематично изображенном на прилагаемом чертеже (фиг. 1), расширение лотка выполнено в форме трапеции, однако возможны и другие формы расширения лотка, позволяющие организовать течение потоков стекломассы в лотке без образования застойных зон (фиг. 2 а, b, c).
Предлагаемый авторами способ позволяет получить большую ширину сливаемого потока стекломасы, а следовательно, и большее укорочение длины участка бокового растекания стекломассы на расплаве олова. Это дает дополнительное снижение потерь тепла и улучшение оптических показателей вырабатываемой ленты стекла.
Поскольку теплопроводность огнеупора носика лотка существенно ниже теплопроводности расплава олова, то растекание стекломассы на носике лотка происходит с меньшими потерями тепла, чем при боковом растекании на олове в ванне расплава. Это приводит к сглаживанию температурного градиента по ширине потока стекломассы и улучшению показателей плоскостности и разнотолщинности вырабатываемой ленты стекла.
Следует добавить, что увеличение ширины лотка на сливе эффективно, по нашему мнению, только при условии, что растекание стекломасы на лотке будет предварительным, а не полным. Полное растекание стекломассы при температурах слива происходит до равновесной толщины h0 приблизительно равной 6,5 мм. Высота потока стекломассы на сливе h по нашим данным составляет 30 - 35 мм, поэтому, считая скорость потока на этом участке постоянной, можно рассчитать максимальное эффективное расширение лотка
h/h0≈5
Дальнейшее увеличение ширины лотка приведет к замедлению течения потока стекломассы на сливе, увеличению потерь тепла и ухудшению оптических показателей ленты стекла.
Таким образом, отличительными признаками предлагаемого способа является то, что для производства листового флоат-стекла с высокими показателями качества создается предварительное боковое растекание стекломассы на сливном лотке за счет того, что лоток расширяется в направлении течения стекломассы, при этом отношение ширины лотка на сливе стекломассы к ширине лотка в месте примыкания к выработочному каналу находится в пределах от 1,01 до 5,0.
Перечень фигур
Фиг 1. Узел слива и ванна расплава
1 - выработочный канал
2 - ванна расплава
3 - лоток
4 - ограничители (рестрикторы)
5 - лента стекла
а - ширина лотка в месте примыкания к выработочному каналу
b - ширина лотка на сливе стекломассы
Фиг 2. Формы расширения лотка
2 - лоток
6 - потоки стекломассы
Предлагаемое изобретение опробовано на флоат-линии ЭПКС - 4000 ОАО "СИС" и с его использованием выработаны опытные партии высококачественного теплопоглощающего стекла.
Согласно предлагаемому изобретению способ производства стекла включает регулируемую подачу стекломассы по выработочному каналу 1, предварительное растекание на носике лотка, слив стекломассы с лотка 2 в ванну с расплавом олова 3, боковое растекание стекломассы, ограниченное рестрикторами 4 и последующее вытягивание сформованной ленты стекла 5 к выходному концу ванны расплава, при этом отношение ширины лотка на сливе стекломассы (b) к ширине лотка в месте примыкания к выработочному каналу (а) находится в пределах от 1,01 до 5,0. Потоки стекломассы 6 беспрепятственно протекают вдоль боковых стенок лотка 2 без образования застойных зон и угрозы возникновения кристаллизации.
Ниже приведены примеры выработки ленты стекла высокого качества с применением предлагаемого способа.
Пример 1
1. Расход стекломассы 100 т/сут.
2. Скорость выработки 170 м/ч.
3. Толщина вырабатываемой ленты стекла 5 мм.
4. Ширина вырабатываемой ленты стекла 1840 мм.
5. Ширина выработочного канала 500 мм.
6. Ширина лотка на сливе стекломассы 750 мм.
7. Отношение ширины лотка на сливе стекломассы к ширине выработочного канала составляет 1,5.
8. Состав стекла соответствует теплопоглощающему.
9. Оптические искажения на листах стекла снижены по сравнению с лотком шириной 500 мм, угол "Зебры" возрос на 2o.
Пример 2
1. Расход стекломассы 100 т/сут.
2. Скорость выработки 400 м/ч.
3. Толщина вырабатываемой ленты стекла 3 мм.
4. Ширина вырабатываемой ленты стекла 1840 мм.
5. Ширина выработочного канала 500 мм.
6. Ширина носика лотка на сливе стекломассы 1000 мм.
7. Отношение ширины лотка на сливе стекломассы к ширине выработочного канала составляет 2,0.
8. Состав стекла соответствует теплопоглощающему.
9. Оптические искажения на листах стекла снижены по сравнению с лотком шириной 500 мм, угол "Зебры" возрос на 5o.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2211808C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛЕНТЫ СТЕКЛА ТОЛЩИНОЙ БОЛЕЕ РАВНОВЕСНОЙ | 1998 |
|
RU2147296C1 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2187472C2 |
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛА | 2003 |
|
RU2255908C2 |
| СПОСОБ ПРОИЗВОДСТВА УТОЛЩЕННОГО СТЕКЛА | 2000 |
|
RU2186741C2 |
| СПОСОБ ВАРКИ СТЕКЛА В ВАННОЙ ПЕЧИ | 2003 |
|
RU2250198C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 2000 |
|
RU2183203C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2003 |
|
RU2274614C2 |
| СПОСОБ ВАРКИ БЕСЦВЕТНЫХ И ЦВЕТНЫХ ЖЕЛЕЗОСОДЕРЖАЩИХ СТЕКОЛ ИЗ СТЕКЛЯННОГО БОЯ | 2003 |
|
RU2250879C2 |
Изобретение относится к производству листового стекла и может быть использовано на линиях, вырабатывающих стекло флоат-способом. Сущность изобретения заключается в способе производства листового флоат-стекла высокого качества, включающем предварительное боковое растекание стекломассы на сливном лотке за счет того, что лоток расширяется в направлении течения стекломассы, при этом отношение ширины лотка на сливе стекломассы к ширине лотка в месте примыкания к выработочному каналу находится в пределах от 1,01 до 5.0. Техническая задача изобретения - снижение потерь тепла и улучшение оптических показателей ленты стекла. 2 ил.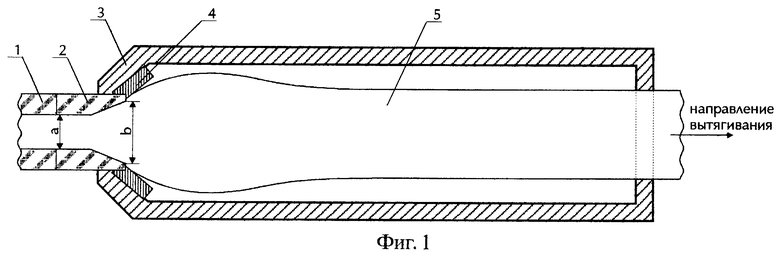
Способ производства флоат-стекла, включающий непрерывную подачу стекломассы по выработочному каналу и сливному лотку в ванну с расплавом металла, растекание ее вперед и в стороны с последующим вытягиванием и выводом сформованной ленты из ванны расплава, отличающийся тем, что создается предварительное боковое растекание стекломассы на лотке за счет того, что лоток расширяется в направлении течения стекломассы, при этом отношение ширины лотка на сливе стекломассы к ширине лотка в месте примыкания к выработанному каналу находится в пределах от 1,01 до 5,0.
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 0 |
|
SU313784A1 |
| СПОСОБ ПРОИЗВОДСТВА ФЛОАТ-СТЕКЛА | 1998 |
|
RU2149838C1 |
| US 4138239 A, 06.02.1979 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Способ изготовления декоративного листового стекла | 1976 |
|
SU683192A1 |

