Известны устаНОвки для вроиззодства листового стекла, состоящие из стекловаренНой печи, листоформующего устройства, млогасекционной ванны с расплавленным металлом, рольганга, терморегуляторов и бортовых роликов.
Предлагаемая установка позволяет изготовить ленту стекла заданной толщины. Достигается это тем, что устанОвка снабжена «оробчатыми водяными хол-одильнИками, смонтировандыми в ваи;не с расплавленным металлом над движущейся лентой стекломассы, и тянульными роликами, с помощью которых ускоряют движение ленты стекла, повторно разогретой до смягчения с щелью ее утонения.
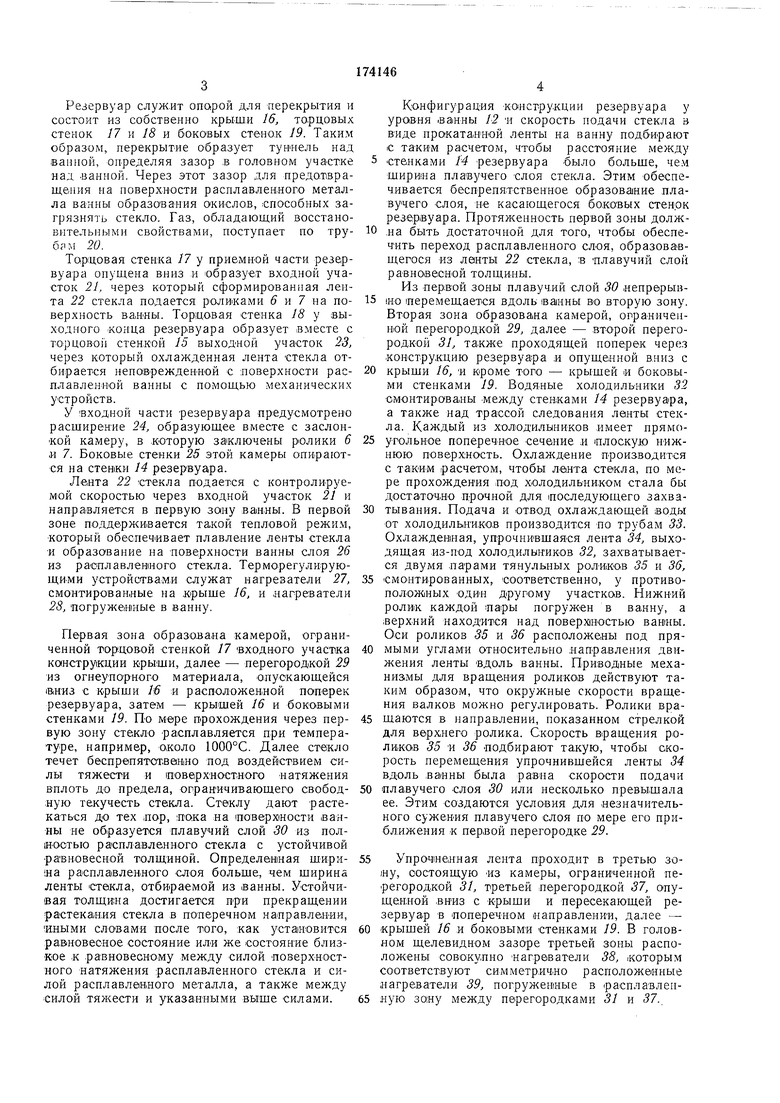
На фиг. 1 изображена описываемая установка в разрезе ло вертикали и ,в плане; на ф.иг. 2 - часть установки с оборудованием для подачи стекла -с контролируемой -скоростью на поверхность расплавленного металла.
Остановка состоит из головного участка / печи для непрерывной плавки стекла, регулирующей заслонки 2 и выпускного желоба 3, включающего сливной порог 4 («носик) с бо.ковы.ми стенками 5. Боковые стенки « сливной порог образуют выпускной желоб, имеющий прямоугольное поперечное сечение.
тированы ма станине и приводятся во вращение зубчатыми шестернями 8 и 9 от силового привода (на чертеже «е показан).
Заслонка 10, перемещающаяся в вертикальпом Направлении, соприкасается с верхвим роликом 6 и защищает его от теплового излучения. Источником излучения служит расплавленное стекло 11, вытекающее «з головного участка стекловаренной печи через сливной
порог -к зазору между роликами.
Верхний рол-кк 6 расположен несколько впереди по отношению к нижнему 7, выполНендому .в виде чугунного валка так, что расплавленное стекло стекает со сливного порога на
нижнюю часть ролика, представляющего собой дугообразную поверхность для отливки,
направленную вниз и вперед и движущуюся в
том направлении, в каком стекло зытекает ИЗ желоба. Таким образом, расплавленное стекло вынуждено течь вдоль ванны .и обратное перетекание расплавленного стекла под выпускной желоб исключается.
Листоформующее устройство, состоящее из роликов 6 н 7, примыкает к торцовой части
конструкции ванны 12 с расплавленным металлом, например из расплавленного олова. Ванна снабжена перекрытием 13, боковыми стенками 14 и торцовыми стенками 15. Боковые и торцовые стенки составляют общее цеРезервуар служ.ит опарой для перекрытия и состоит из собственно крыш,и 16, торцовых стенок 17 и 18 и боковых стено,к J9. Таким образом, перекрытие образует туииель над ваниой, определяя зазор .в головном участке над ванной. Через этот зазор для предотвращения на поверхности расплавлеиного металла ванны образования ОКИ-СЛОБ, способных загрязнять стекло. Газ, обладающий восстановительными свойствами, поступает по трублм 20.
Тортовая стеи:ка /7 у приемной части резервуара оиущена вниз и образует входной участок 2J, через который сформированная леита 22 стекла подается роликами б и 7 на поверхность ва,ННы. Торцовая стенка J8 у выходного «онца резервуара образует вместе с TOpuoBoii стенкой 15 выходной участок 23, через который охлажденная лента стекла отбирается неповреждеиНой с поверхности расплавленной ванны с помощью механических устройств.
У ВХОДНОЙ части резервуара предусмотрено расширение 24, образующее вместе с заслонкой камеру, в которую заключены рОлики 6 и 7. Боковые стенки 25 этой камеры опираются на стен1ки 14 резервуара.
Лента 22 стекла подается с контролируемой скоростью через входной участок 21 и направляется в первую зону ваи.ны. В первой зоне поддерживается такой тепловой режим, которь й обеспечивает плавление ленты стекла и образование на поверхности ванны слоя 26 из расплавленного стекла. ТерморегулируюЩИМИ устройствами служат нагреватели 27, смонтирован,ные на крыше 16, и .нагреватели 2S, погружеиные в ванну.
Первая зона образована камерой, ограниченной торцовой стенкой 17 входного участка конструкции крыши, далее - перегородкой 29 из огнеупорного материала, олускающейся вдаиз с крыши 1-6 и расположенной поперек резервуара, затем - крышей 16 и боковыми стенками 19. По мере прохождения через первую зону стекло расплавляется при температуре, например, около 1000°С. Далее стекло течет беспрепятственно под воздействием силы тяжести и поверхностного «атяжения вплоть до предела, ограничивающего свободную текучесть стекла. Стеклу дают растекаться до тех лор, пока «а 1поверх1ности ванны не образуется плавучий слой 30 из полностью расплавленного стекла с устойчивой равновесной толщиной. Определен1ная ширима расплавлен-ного слоя больше, чем ширина ленты 1стекла, отбираемой из ванны. Устойчивая толщи;на достигается при прекращении растекания стекла в поперечном направлении, ИНЫМИ словами после того, как установится равновесное состояние или же состояние близкое к равновесному между силой поверхностного натяжения расплавленного стекла и силой расплавлвЕного металла, а также между силой и указанными выше силами.
Конфигурация конструкции резервуара у уровня ванны 12 и скорость подачи стекла в виде пракатанпой ленты на ванну подбирают с таким расчетом, чтобы расстояние между 5 стенками 14 резервуара -было больще, чем ширИ1на плавучего слоя стекла. Этим обеспечивается беспрепятственное образова1ние плавучего слоя, не касающегося боковых стенок резервуара. Протяженность первой зоны долж10 .на быть достаточной для того, чтобы обеспечнтъ переход расплавленного слоя, образовавщегося из ленты 22 стекла, в плавучий слой равновесной толщины.
Из первой зоны плавучий слой 30 непрерыв5 IHO перемещается вдоль ванны во вторую зону. Вторая зона образована камерой, ограниченной перегородкой 29, далее - второй перегородкой 31, также проходящей поперек через конструкцию резервуара и опущенной вниз с
0 крыши 16, И кроме того - крышей И боковыми стенками 19. Водяные холодильники 32 смонтированы -между стенками 14 резервуара, а также над трассой следования ленты стекла. Каждый из холодильников имеет прямоугольное попереч-ное сечение и плоскую нижнюю поверхность. Охлаждение производится с таким расчетом, чтобы л-ента стекла, по мере прохождения под холодильником стала бы достаточно прочной для последующего захватывания. Подача и отвод охлаждающей воды от холодильников производится по трубам 33. Охлажденная, упрочнившаяся лента 34, выходящая из-под холодильников 32, захватывается двумя парами тянульных роликов 35 и 36,
5 Смонтированных, соответственно, у противоположных один другому участков. Нижний ролик каждой пары погружен в ванну, а верхний находится над поверх1ностью ванны. Оси роликов 35 и 36 расположены под прямыми углами относительно .направления движения ленты ВДОЛЬ ванны. Приводные механизмы для вращения роликов действуют таким образом, что окружные скорости вращения валков можно регулировать. Ролики вращаются в направлении, показанном стрелкой для верхнего ролика. Скорость вращения роликов 35 И 36 подбирают такую, чтобы скорость перемещения упрочнивщейся ленты 34 вдоль ванны была равна скорости подачи
0 плавучего слоя 30 или несколько превышала ее. Этим создаются условия для незначительного сужения плавучего слоя по мере его приближения к первой перегородке 29.
5 Упроч:ненная лента проходит в третью зону, состоящую из камеры, ограниченной перегородкой 31, третьей перегородкой «37, опущенной вниз с крыши и пересекающей резервуар в поперечном направлении, далее -
крыщей 16 и боковыми стенками 19. В головном щелевидном зазоре третьей зоны расположены совокупно нагреватели 38, которым соответствуют симметрично расположенные нагреватели 39, погруженные в расплавленТемпературНый перепад в третьей заме подбирается таким, чтобы температура ленты стекла повышалась по мере прохождения через третью зону приблизительно до 850°С, в том случае, если обрабатывается содоизвестковое стекло. Таким образом, стекло, проходя через третью зону, постепенно .повторно разогревается до перехода его в промежуточное нластич1ное состояние. Стекло не быть настолько горячим, чтобы силы поверхностного яатяжения и сила тяжести могли играть сколько-нибудь значительную роль при установлении размеров пластичной ленты 40 стекла.
Из третьей зоны пластичная лента проходит в четвертую, образовамную камерой, ограниченную перегородкой 37, торцовой стенкой 18, крышей 16 и боковыми стенками 19.
ШИ|рИ|На ленты пластичного стекла контролируется путем приложения растягивающих усилий, развиваемых в поперечном на.пра.влеНИИ относительно леиты стекла, находящегося .в пластичном состоящий. Эти усилия исходят из противоположно направленных участков и направляются на ленту двумя парами вспомогательных роликов 41 и 42, смонтированных на противоположно размещенных участках четвертой зоны, ,как раз над перегородкой 37. Эти ролики захватывают кромки пластичной ленты, выходящей из-иод перегородки 37, с целью кПНтроля и сохранения ягирины ленты Пластичного стекла но мере того, как толщина ленты постепенно уменьщается.
Оси роликов 41 и 42 установлены с наклоном по отнощению к направлению движения ленты стекла по продольной оси еавны. Направление вращения роликов отмечено стрелкой. Терморегулирующ,ие устройства 43 погружены в ванну из металла в четвертой зоне. ОнИ расположаны после входного зазора над ванной между перегородкой 37 и торцовой стенкой 18 и регулируют температуру в четвертой зоне так, чтобы она -была равна приблизительно 650°С у /выходного участка 23. Лента становится при этом достаточно прочной для сохранения приданной ей формы и щирина ее остается неизменной. Далее, стабилизированную ленту 44 охлаждают настолько, чтобы ее можно было выводить из ванны в неповрежденном виде через выходной участок 23 с помощью роликов 45, -расположенных у выходного участка резервуара несколько выще его н-ижней площадки.
Расположенные оди1н над другим ведущие фолики 46 обеспечивают вытягивающее усилие, воздействующее на ленту 44 стекла.
Вытягивающее усилие, действующее в продольном направлении от печи для отжига стекла, достаточно для обеспечения движения ленты стекла вдоль поверхности ванны, а также для придания пластичной ленте стекла ускоренного перемещения, необходимого для умбньщения толщины стекла.
плавучему слою стекла сил ускорения, действующих вдоль ванны и поступающих от печи для отжига стекла .или же от роликов 41 и 42. Эти ролики могут вращаться вхолостую или от механического привода в направлении, способствующем перемещению ленты. Например, ролики 41 и 42 .могут вращаться с больщей скоростью, нежели ролики 35 « 36 для того, чтобы способствовать уто.н9нию пластичной ленты стекла. В результате .пластичная лента стекла будет проходить через противоположно размещенные участки, где установлены ролики 41 И 42 с больщей скоростью, чем скорость перемещения утоненной ленты 34.
Следует иметь ввиду, что вспомогательные ролики 41 и 42 могут быть дополнены последующими парами вспомогательных кромочных роликов, приводимых во вращение с постепенно увеличивающимися скоростями. Этим будет обеспечено ускоренное движение пластичной лонты стекла по мере перемещения его вдоль ванны.
Плавучий слой 30 имеет однородную равновесную толщину и плоскопараллельные поверхности. Присущая этому плавучему слою стекла параллельность плоскостей листа сохраняется у упрочненной ленты 34, а также у пластичной ленты 40 по мере ее утонения.
По этой причине лента 44 стекла, выводимая из ванны, имеет однородную толщину.
Лента стекла может быть вытянута и без предварительного ее плавления на поверхности ванны с целью образования слоя расплавленного стекла, который в дальнейщем подлежит упроч-нению и захвату. В этом случае лента стекла, подаваемая на поверхность ванны, должна иметь одну и ту же температуру (или близкую) с ванной. Бели же лента
стекла, подаваемая на ванну, имеет более высокую температуру, чем температура ванны, то по мере Продвижения вперед она будет постепенно охлаждаться. Стекло в расплавленном виде может также
подаваться непосредственно на ванну со сливного порога. Конструкция подобного рода показана на фиг. 2. Здесь для контроля за скоростью расплавленного стекла применена регулируемая заслонка 10.
Предлагаемое устройство может быть также применено для контролируемого растягивания ленты стекла, получаемой пз плавучего стекла, установившегося на поверхности расплавленной ванны и заключенного между зацепляющими, подвижзными, смачиваемым; или не смачиваемыми поверхностями, простирающимися ВДОЛЬ ванны.
Предмет изобретения
Установка для производства листового стекла, состоящая из ванной стекловаренной печи, листоформующего устройства, многосекционной ванны с расплавленным металло.м, по поверхности которого продвпгается бескоморегуляторОБ и бортовых роликов, отличающаяся тем, что, с целью изготовления ленты стекла заданной толщины, ола снабжена коробчатыми водяными холодильникалси, смонти1рованными в ванне с расплавленным металлом над движущейся лентой стекломассы для интенсификации затвердения ее, ,и тянульныМИ роликами, с помощью которых ускоряют движение повторно разогретой до размягчения ленты стекла с целью утонения ее.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU170431A1 |
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1967 |
|
SU199034A1 |
| УСТРОЙСТВО для ТРАНСПОРТИРОВАНИЯ и РАСТЯГИВАНИЯ ЛЕНТЫ СТЕКЛА | 1972 |
|
SU351360A1 |
| Способ производства листового стекла | 1970 |
|
SU1098518A3 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU239879A1 |
| Установка для выработки листового стекла | 1960 |
|
SU141821A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU305641A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU320991A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛЕНТУ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2087437C1 |
2-7 23 J4 J/ 38 20 / / // / / / / / . . гг 21 26 /4 30 28 12 13 32 35 /J 32 33 35 19 I ffO 16 20 I /
