Известны электроды-инструменты для электрохимической обработки с локальной рабочей зоной на его поверхности с колебательными движениями вокруг своей оси.
Предложенный электрод-инструмент предназначен для обработки резьбовых поверхносгей и имеет рабочую часть в виде двух параллельных оси электрода узких металлических пластип с винтовым или гребенчатым профилем.
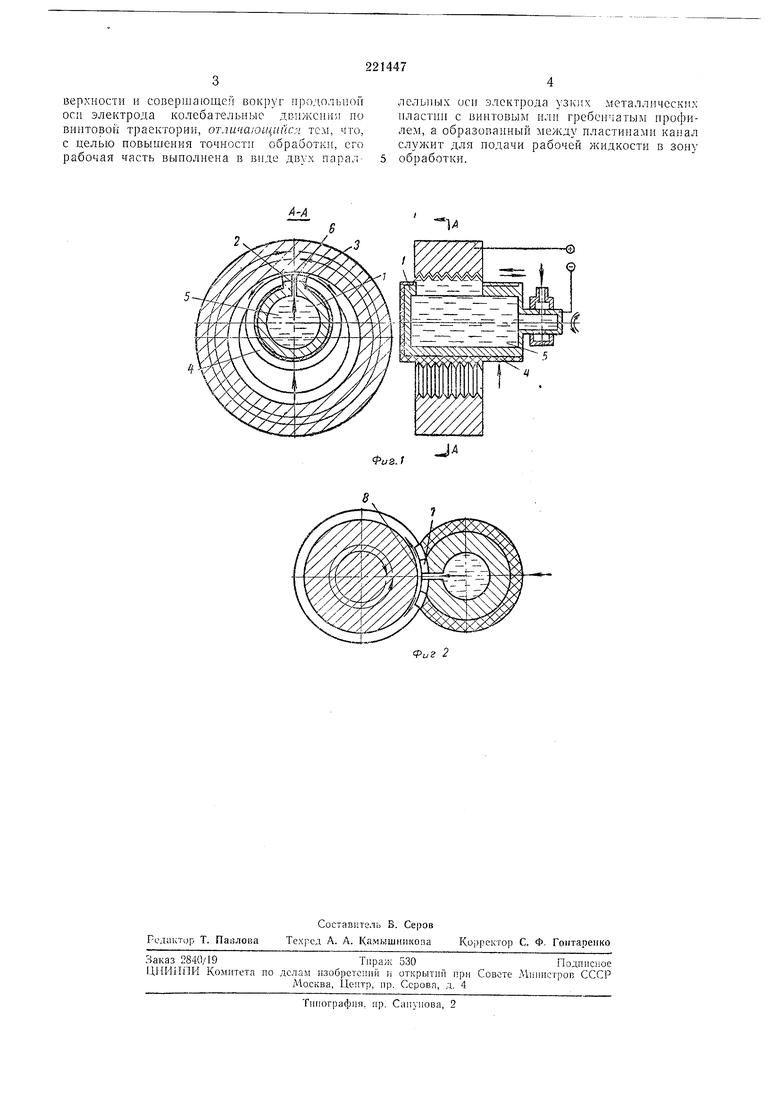
На фиг. 1 изображена принципиальная схема обработки предложенным электродом; на фиг. 2 - схема (вариант) обработки внешней резьбы.
Рабочая часть электрода-инструмента / выполнена в виде двух параллельных оси электрода узких металлических полос 2 н 3, имеющих на внешней стороне винтовую или гребенчатую поверхность. Сечение рабочей части электрода с учетом бокового зазора точно соответствует профилю нарезаемой резьбы. Задняя, боковая и часть передней поверхности электрода-инструмента покрыты диэлектрической оболочкой 4 для предотвраш,ения размывания обрабатываемой поверхности.
Рабочая жидкость подается в зону обработки из отверстия 5 через канал 6, расположенный между рабочими полосами 2 и 5. Использованный способ подачи рабочей жидкости создает наиболее благоприятные условия удаления продуктов обработки, и поэтому обеспечивается хорошее качество обработанной поверхности.
Обработка же резьбовой поверхности осуш,ествляется следующим образом. Электродинструмент получает винтовые колебання вокруг своей оси, т. е. поворачивается попеременно в ту п другую сторону на оборот, а по оси смещается вперед и назад соответственно на величину шага резьбы. Через каждый оборот электрод-инструмент подается на величину снятого слоя металла.
После достижения заданной высоты профиля обработка прекращается.
При обработке внешней резьбы (фиг. 2) рабочая поверхность электрода-инструмента 7 вогнутая и охватывает обрабатываемую поверхность 8.
Таким образом, благодаря использованию локальной рабочей зоны, равномерно колеблющейся по поверхности обработки, достигается направленное электрохимическое растворение материала обрабатываемой детали и обеспечивается высокая точность изготовления.
Предмет изобретения
верхиости и coBepniaiomef вокруг продолыюи оси электрода колебательные движении но винтовой траектории, отличающийся тем, что, е целью повышения точноетн обработки, его рабочая чаеть выполнена в виде двух парал
лельиых осн электрода узких металличеекнх иластип с винтовым или гребенчатым профилем, а образованный между нлаети}1ами канал елужит для подачи рабочей жидкоети в зону обработки.
ФиЗ.
