Йредполагаемое твобретеБие относится к способу изготовления электрощеток, преимущественно для малогабаритных электрических мащин, например, для сетевых электробритв.
Известен способ изготовления электрощеточного полуфабриката путем прессования порощка исходной композиции в глухую матрицу с последующими обжигом, графитацией и пропиткой. Полученные блоки электрощеточного полуфабриката подвергают механической резке со вс.ех сто,рон и щлифовке с четырех сторон для доводки щеток до заданного размера. Щетки, изготовленные по указанному технологическому процессу, обладают нестабильными свойствами, значительной пористо.стью, .высокой масловпитываемостью и неориентированной структурой. Такие щетки быстро изнашиваются, обладают неудовлетворительной коммутацией и обильным пылеобразованием. В частности, в бритвах образовавщаяся пыль, смещиваясь с парами масла, оседает на боковых поверхностях щетки и образует плотную массу, которая уменьщает зазор между стенками щеткодержателя и щеткой, что приводит к «зависанию последней и, как следствие, к значительному подгару коллектора и к выходу бритвы из строя.
БИБЛИОТЕКА
100-150°С, прессуют выдавливанием через нагретый до 90-180°С мундщтук, размеры выходного отверстия которого соответствуют поперечному сечению готовой щетки.
Описываемый способ обеспечивает упорядочеиие ориентации частиц матер1 ала в одном направлении с преимущественно параллельным расположением их относительно друг друга и оси прессования п образованнем на боковых поверхностях щеток слоев, обладающих большей степенью ориентации и большей плотностью по сравнению с внутренней ее частью, что позволяет получить щетки со стабильными характеристиками ио удельному электрическому сопротивлению, повышенным пределом прочности на изгиб, повышенной механической плотностью, незначительной пористостью ,и масловпитываемостью.
Приготовление пресспорошков производится по известной технологической схеме с ирименением в качестве наполнителей различных саж, коксов, графитов и металлов. В качестве связующего используют каменноугольный пек п смолу. Смещение и нагреч осуществляют в обычных обогреваемых смесителях. Предварительную подпрессовку разогретой массы в брикеты производят механическими илп гидравлическими прессами при заданиом удельном давлении.-Изг-отов.те-ншяе-бр икеты выдавливают на горизонтальных прессах через
мундштук, нагреваемый до 180°С. Размер сечения мундштука выбирается ,с учетом усадки от.пр.есс,ова.н,ного щеточн1ого полуфабриката при термообработке.
Обжит отпрессованных изделИй производят в раздичлых лечах с конечной температурой 950-1300°С, а графитацию, -в случае необходимости,- при темлературе 2500-3000°С. После термообработки изготовленный полуфабрикат имеет разм,еры сечеиия готовой ш.етки.
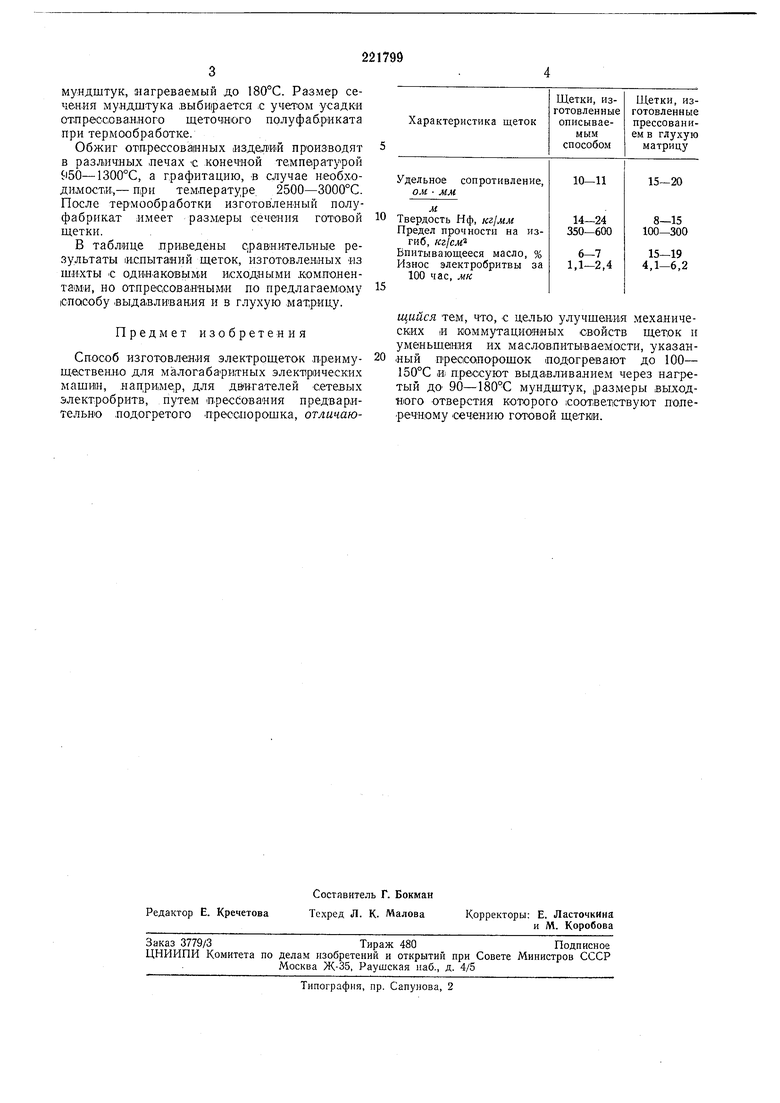
В таблице приведены сравнительные результаты испытаний щеток, изготовленных «з шихты с один аковым.и исходными компоненTHiMH, но отлрессованными по предлагаем1ому |Спасобу выдавливания и в глухую матрицу.
Предмет изобретения
Способ изготовления электрощеток лреимущ-eiCTBeHHO для малогабариггных электрических маши1Н, нацрнмер, для дки-гателей сетевых электробритв, иутем прессования предварительно лодогретого лрессиорошка, отличающийся тем, что, с целью улучшения механических |И номмутациояных свойств щеток и умвньщаняя их масловлитываемости, указан,ный преосопорошок подогревают до 100- 150°С И) прессуют выдавливанием через нагретый до- 90-180°С мундштук, размеры выходного отверстия которого соответствуют полеречному сечению готовой щетК1И.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2535932C2 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ | 1971 |
|
SU309902A1 |
| Состав для электрощеток | 1974 |
|
SU684658A1 |
| ЩЕТКА ДЛЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1969 |
|
SU233783A1 |
| Способ изготовления электрощеток из порошковой графитопластовой композиции | 2018 |
|
RU2682985C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТОК ДЛЯ ЭЛЕКТРИЧЕСКИХМАШИН | 1969 |
|
SU253910A1 |
| Способ изготовления электрощеточного материала | 1973 |
|
SU445955A1 |
| Способ графитации углеродных материалов | 1975 |
|
SU656966A1 |
| ЭЛЕКТРОГРАФИТИРОВАННАЯ ЩЕТКА ДЛЯ ЭЛЕКТРИЧЕСКИХМАШИН | 1969 |
|
SU247388A1 |
| ЭЛЕКТРОЩЕТОЧНЫЙ УГЛЕРОДИСТЫЙ МАТЕРИАЛ | 1970 |
|
SU274210A1 |
