При предлагаемом способе изготовления пустотелых лопастей пропеллера из металлических листов используют заранее изготовленную ступенчатую выкройку, свертывают последнюю каким-либо известным приемом в Трубку, скрепляют слои листа, поеле чего обжимают на соответствующих штампах для придания лопасти требуемой формы.
Этим достигается возможность получения лопасти ровной прочности во всех сечениях путем уменьшения числа слоев листового металла от корня к концу.
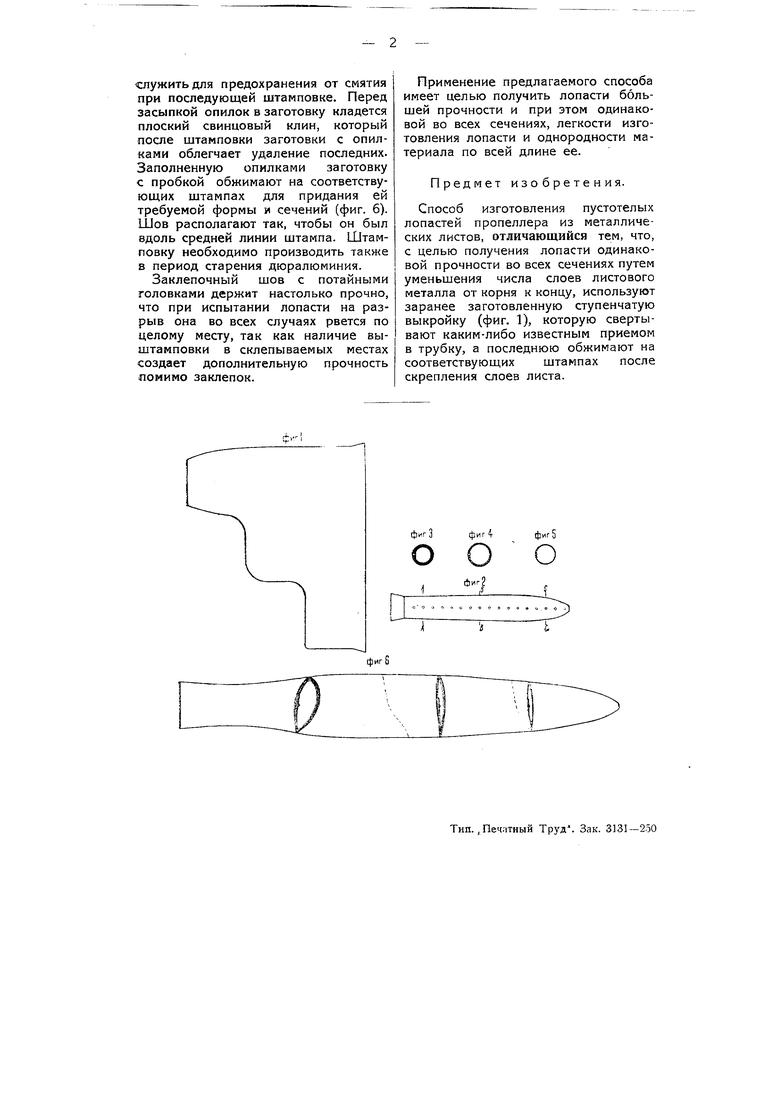
На чертеже фиг. 1 изображает вид ступенчатой выкройки при применении предлагаемого способа изготовления пустотелых лопастей пропеллера из металлических листов; фиг. 2-вид сбоку свернутой и скрепленной заготовки; фиг. 3-поперечное сечение по АА фиг. 2; фиг. 4-то-же по ВВ фиг. 2; фиг. 5-то же по СС фиг. 2; фиг. б-вид лопасти после обжимки с указанием поперечных сечений ее.
Из листового металла, например, дюралюминия или супердюралюминия, заготовляется ступенчатая выкройка (фиг. 1), которая затем подвергается
закалке при температуре 480-520 охлаждением в холодной воде. Так как после закалки в холодной воде в течение первых 2-3 часов дюралюминий достаточно мягок и может допускать механическую обработку-штамповку, волочение и т. п., то его в этот период подвергают прокатке на валках для получения на листе (выкройке) продольного овального профиля. Прокатанная выкройка с овальным профилем свертывается каким-либо известным приемом в пустотелую заготовку-трубку, как это изображено на фиг. 2. Трубка имеет у ступицы три слоя листового металла (фиг. 3), а у конца один слой (фиг. 5). Наслоение болванки, выходяшее наружу по всей длине ее, запиливается на ус для лучшего обтекания воздухом. В период старения указанную заготовку склепывают вдоль длины дюралевыми заклепками в потай, так чтобы гладкая сторона заклепок приходилась наружу. После клепки пустотелую заготовку заполняют изнутри определенным весовым количеством древесных опилок, путем последовательного легкого трамбования, и закрывают металлической пробкой. Назначение заполнения
«служить для предохранения от смятия при последующей штамповке. Перед засыпкой опилок в заготовку кладется плоский свинцовый клин, который после штамповки заготовки с опилками облегчает удаление последних. Заполненную опилками заготовку с пробкой обжимают на соответствующих штампах для придания ей требуемой формы и сечений (фиг. 6). Шов располагают так, чтобы он был вдоль средней линии штампа. Штамповку необходимо производить также в период старения дюралюминия.
Заклепочный шов с потайными головками держит настолько прочно, что при испытании лопасти на разрыв она во всех случаях рвется по целому месту, так как наличие выштамповки в склепываемых местах создает дополнительную прочность ломимо заклепок.
Применение предлагаемого способа имеет целью получить лопасти большей прочности и при этом одинаковой во всех сечениях, легкости изготовления лопасти и однородности материала по всей длине ее.
Предмет изобретения.
Способ изготовления пустотелых лопастей пропеллера из металлических листов, отличающийся тем, что, с целью получения лопасти одинаковой прочности во всех сечениях путем уменьшения числа слоев листового металла от корня к концу, используют заранее заготовленную ступенчатую выкройку (фиг. 1), которую свертывают каким-либо известным приемом в трубку, а последнюю обжимают на соответствующих штампах после скрепления слоев листа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления турбинных лопаток из металлических листов | 1948 |
|
SU72772A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ | 2008 |
|
RU2380209C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ДЕКОРАТИВНОГО КОРПУСА ИЗДЕЛИЯ | 2014 |
|
RU2594768C2 |
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
| СПОСОБ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1992 |
|
RU2028850C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РУКАВА ПИТАНИЯ АВТОМАТИЧЕСКОЙ ПУШКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2184919C2 |
| ГОРЯЧЕШТАМПОВАННАЯ СТАЛЬНАЯ ДЕТАЛЬ С ТОНКИМ ПОКРЫТИЕМ, ВКЛЮЧАЮЩАЯ ТРЕЩИНЫ, С ОТЛИЧНОЙ СПОСОБНОСТЬЮ К ТОЧЕЧНОЙ СВАРКЕ И ОТЛИЧНОЙ АДГЕЗИЕЙ К КРАСКЕ | 2024 |
|
RU2840663C1 |
| Пустотелый металлический винт | 1924 |
|
SU1299A1 |
| Смазочное покрытие для горячей объемной штамповки | 1986 |
|
SU1323192A1 |
| Смазочное покрытие для горячей обработки металлов давлением | 1986 |
|
SU1423239A1 |
фиг 4-фиг 5
фи
о о о
I
