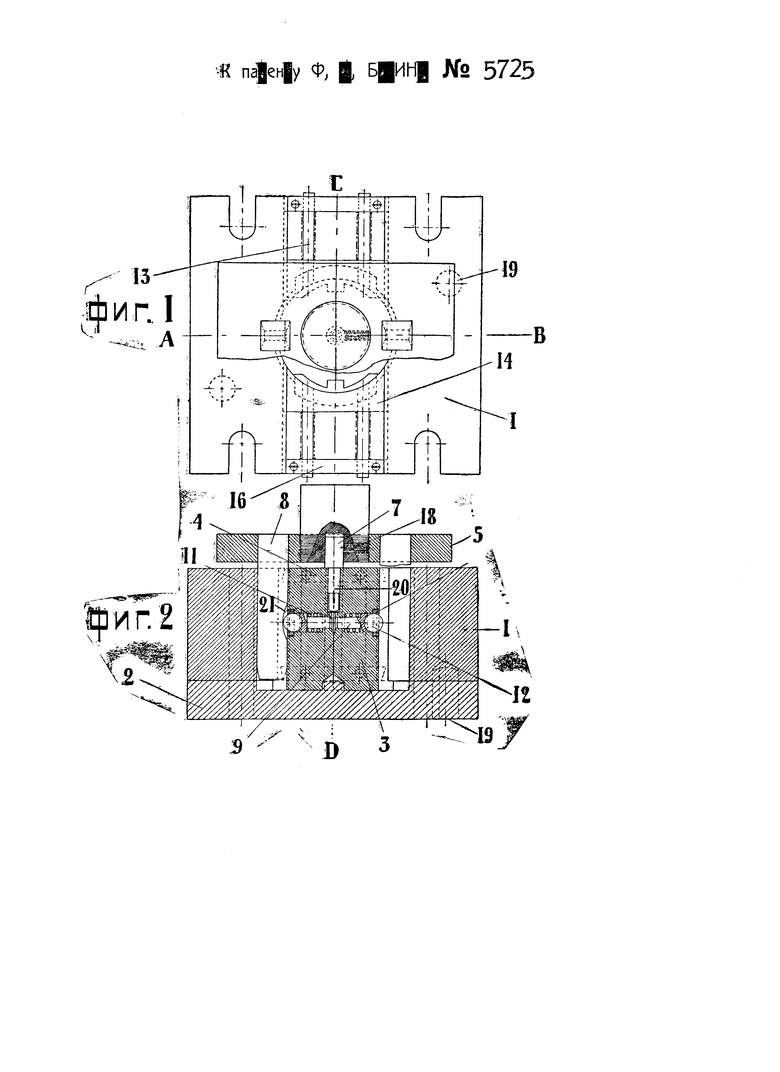
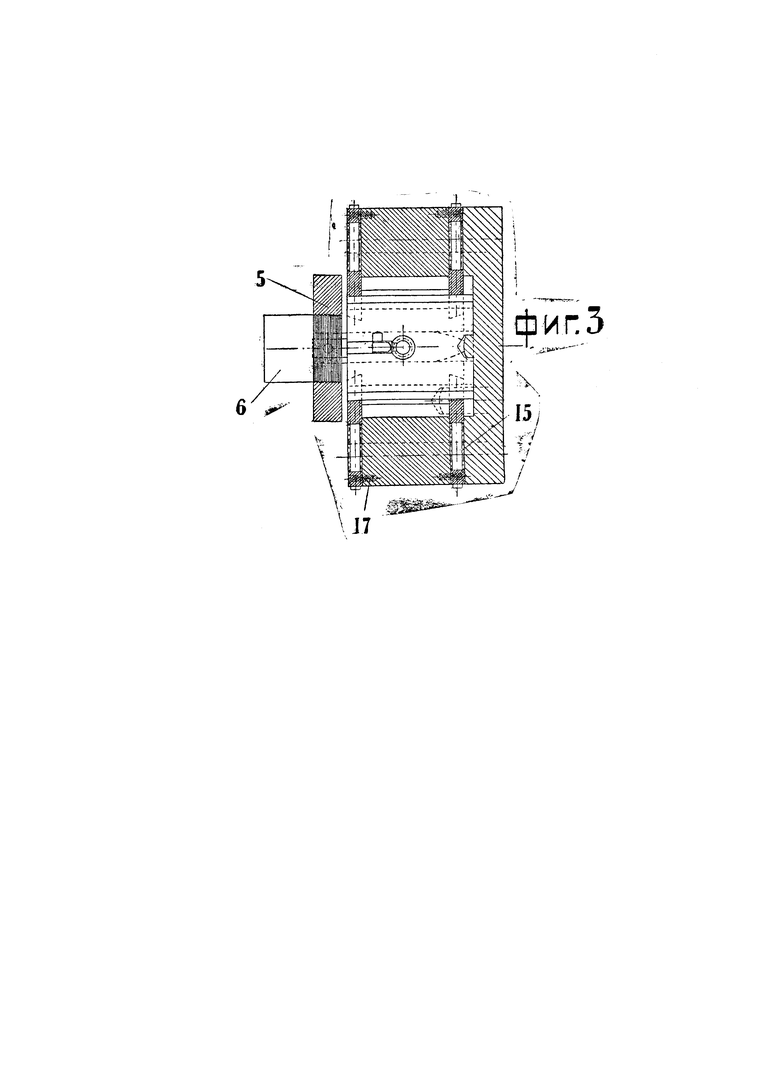
На чертеже фиг. 1 изображает вид сверху предлагаемого устройства для штампования заготовок замочных ключей, фиг. 2 - разрез по линии АВ на фиг. 1 и фиг. 3 - разрез по линии CD на фиг. 1.
Устройство состоит из нижней плиты 2 с углублением в средине и возвышением в центре, около которого повертываются, расходятся и сходятся две части - вкладыша 3, 4, имеющие для возвышения в центре плиты соответствующие выточки. На плиту 2 уложена вторая толстая плита I, соединенная с первой двумя шпильками 19. Плита 1, имеющая в средине сквозное отверстие диаметром (по линии АВ) равное диаметру вкладыша 3, 4, при соединении с нижней плитой надевается на части вкладыша и плотно соединяет их. Диаметр углубления в нижней плите больше диаметра отверстия верхней плиты 1 на величину плечиков, имеющихся внизу вкладыша, чтобы последний задерживался ими за верхнюю плиту и не выдвигался кверху. Отверстия в верхней плите и углубление в нижней имеют форму круга в котором диаметр в направлении линии CD на протяжении приблизительно четверти окружности больше диаметра по линии АВ.
Сверху в центре вкладыша сверлится гнездо 20 диаметром и глубиной, соответствующей ключу, продолженное на незначительное расстояние (3-5 мм), более узкой выточкой. У нижнего конца гнезда 20 вытачивается гнездо для головки, а на некотором расстоянии от начала прирубается гнездо для бородки. Таким образом, получается половина формы для ключа на одной части вкладыша, а другая половина на другой. В центре гнезда для головки сверлится отверстие, при чем между окружностью гнезда головки и отверстием оставляется пространство 3-4 мм в поперечнике, которое, образуя вокруг отверстия колечко, служит формой для головки. Сквозное отверстие вкладыша с наружной стороны рассверливается толще, так как в нем помещается штемпель 9 с надетой на него пружиной 11, которая упирается одним концом в заточку головки штемпеля, а другим в уступ, образуемый при переходе широкого отверстия в узкое. В головку штемпеля вточен стальной шарик 12, который удерживается от выпадения колечком 10. Кроме того, на верхней плите, снизу и сверху ее, поставлены 4 сжимателя 13, 14, 15, 16, 17, по два с каждой стороны, которые после выемки ключа сдвигают части вкладыша по линии CD к центру. Описанная часть устройства в собранном виде скрепляется и затем прикрепляется к станине пресса четырьмя болтами.
Вторая верхняя часть устройства состоит из следующих деталей: на патрон 6 с резьбой на нижнем конце, укрепленный в ползуне пресса, навинчивается плита 5, в которую вставляются, наглухо, по бокам патрона два направляющих штифта 8 с выемками 21 на внутренней стороне. В центре патрона вставляется пунсон 7, закрепляемый скрытым болтом 18. Тонкий конец пунсона, предназначенный для штамповки трубки ключа, имеет небольшой конус, а средняя часть должна быть плотно подогнана по отверстию, чтобы производить осадку металла вниз и не пропускать его кверху.
Отрубив и нагрев кусок проволоки соответствующего диаметра и величины, опускают его в гнездо 20 вкладыша, части которого установлены по линии АВ, и опускают пресс. Во время хода пресса вниз в гнезде происходит следующее: направляющие штифты 8 опускаются по каналам, половина которых сделана в наружной части вкладыша 3, 4, а вторая половина во внутренней стенке верхней плиты 1. Сжимая вкладыши и препятствуя им поворачиваться, штифты 8 нажимают на шарики 12, которые вдвигают горизонтальные штемпеля 9 к центру, закрывая ими доступ металла вниз - в гнездо для головки. В это же время верхний пунсон, нажимая на проволоку, вдавливает ее в гнездо для бородки и, заполняя его, образует бородку. В момент окончания заполнения бородки штифты 8 подходят к шарикам 12 своими выемками 21 и тем освобождают их от давления, а штемпеля 9, в свою очередь, отталкиваясь пружинами от центра, пропускают между собой металл для головки, который выжимается верхним пунсоном, двигающимся вниз и делающим трубку. Когда движение пресса вниз закончилось, то он сейчас же поднимается кверху и при этом верхний пунсон 7 выходит из трубки заготовки ключа и поднимается кверху, а штифты 8, тоже поднимаясь, опять начинают давить на шарики 12 и тем заставляют штемпеля 9 сходиться к центру и давить на оказавшийся между ними металл, который, выжимаясь в стороны, заполняет предназначенное для головки гнездо.
Вся работа проделывается не больше 2 секунд, и потому металл не успевает охлаждаться. Когда пресс с пунсоном 7 и штифтом 8 поднялся вверх, то специальным ключем повертывают обе части вкладыша на 90°, т.-е. ставят по линии CD и, раздвинув их, вынимают заготовку ключа с бородкой, трубкой и головкой. В средине головки остается тонкая пленка, которая потом выпрессовывается.
Для штампования следующей заготовки ключа вкладыш снова повертывается ключем на 90° т.-е. ставится по линии АВ, и т.д.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс для штампования пильных дисков | 1932 |
|
SU33816A1 |
| Штамповочный аппарат для изготовления бесшовных зубных коронок | 1932 |
|
SU39333A1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВАНИЯ ЗАГОТОВОК ГАЕК НА ФРИКЦИОННОМ ПРЕССЕ | 1931 |
|
SU38096A1 |
| Штамповочный пресс для изготовления листов трансформаторного железа | 1929 |
|
SU27684A1 |
| Пресс для формования изделий из пластмасс | 1936 |
|
SU51633A1 |
| Дыропробивной станок с несколькими пунсонами | 1929 |
|
SU31350A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ЧЕРТЕЖНЫХ КНОПОК | 1925 |
|
SU5586A1 |
| Пресс со вращающимся столом для выделки искусственных камней | 1926 |
|
SU7940A1 |
| Автоматический станок для изготовления и клепки контактов для телефонных или т.п. контактных пластин | 1928 |
|
SU25576A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
Устройство для штампования заготовок замочных ключей, характеризующееся применением поворотного раз′емного вкладыша 3, 4 с гнездом 20 и с поперечными, вложенными в раз′емные части вкладыша, пружинными штемпелями 9, для образования головки ключа, и ползуна пунсона 7, снабженного рамой 5 с укрепленными в ней направляющими штифтами 8 с вырезами 21, предназначенными для перемещения штемпелей 9.
