Известны устройства для бесцентрового шлифования, содержапл,ие шлифовальный и ведуш,ий круги и опорный нож.
Предложенное устройство отличается тем, что Привод обрабатываемого конца Состоит из резиновых роликов, враш,,ихся от ведущего круга.
Устройство снабжено двумя «аправляюидими параллельными и1,ечками, -настроенными по ш.ирине обрабатываемого кольца, причем одна ш,ечка связана с ведуш,им кругом посредством шарнира, служаш.его для отвода ее во время разгрузочно-загрузочных операций.
Кроме того, предусмотрено рычаж.ное выталкивающее устройство, один из рычагов которого размещен внутри обрабатываемого кольца.
Описанное устройство обеспечивает равномерное вращение обрабатываемого кольца, исключает колебания кольца в осевом направлении в процессе обработки, а также позволяет надежно выгрузить кольцо из зоны обработки.
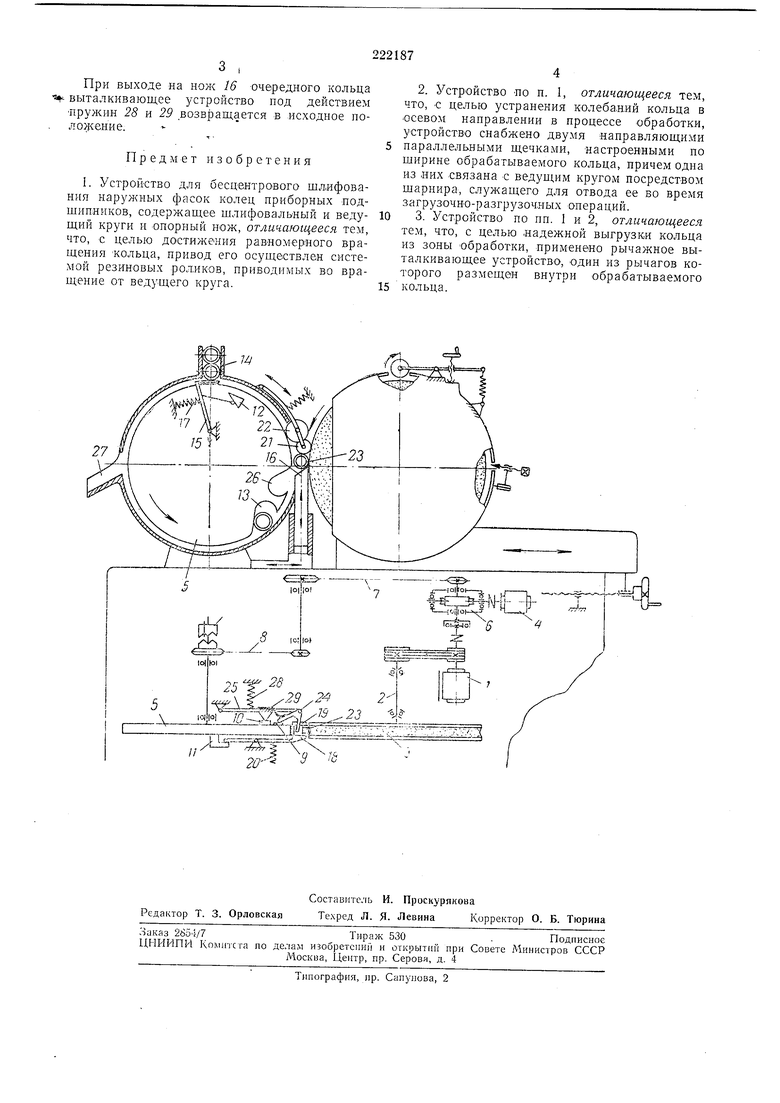
Па чертеЖе изображена кинематическая схема устройства.
От электродвигателя 1 вращение через клинорембнную передачу передается «а шпиндель 2 шлифовального круга 5. Элекгродвигатель 4 приводит в движение диск 5 поперечной подачи, выполняющий роль ведущего круга, через червячный редуктор 6 и две цепные передачи 7 11 8. Вместе с диском поперечной подачи вращаются кулачки 9-12, которые управляют пере1,1ещениями отдельных механизмов.
Обработка кольца с образованием одновременно двух фасок осуществляется за один оборот диска 5 поперечной подачи, периферия которого выполнена по архимедовой спирали. В момент подхода кармана 13 лотку 14 кулачок 12 отжимает отсекатель 15, кольцо западает в карман и выносится им на опорный нож 16. Пружина 17 возвращает отсекатель в исходное положение. Кольцо на ноже устанавливается между имечками 18 и 19, которые настраиваются по высоте кольца с минимальны.м зазором.
Перед выходом кольца в зону обработки кулачок // нажимает на щечку , увеличивая зазор между щечками и тем самым улучшая
условия загрузки. В ис.ходное положение щечка 18 возвращается пружиной 20. После выхода на нож кольцо увлекается роликом 21, который получает вращение через ролик 22 от диска поперечной подачт 5, обеспечивая «адежное и равномериое вращение кольца 23 в процессе шлифования. Рычаг 24 от кулачка 9 дает толчок кольцу 23 и почти одновременно кронштейн 25 от кулачка 10 выводит рычаг 24 из обработанного кольца, .которое заталкиПри выходе на нож 16 очередного кольца выталкивающее Зстройство нод действием Пружин 28 и 29 возвращается в исходное положение.
т
Предмет изобретения
I. Устройство для бесцентрового шдифования наружных фасок колец приборных подщипников, содержащее щлифовальный и ведущий крути и опорный нож, отличающееся тем, что, с целью достижения равиомериого вращения Кольца, привод его осуществлен системой резиновых роликов, приводимых во вращение от ведущего круга.
2.Устройство по п. 1, отличающееся тем, что, € целью устранения колебаний кольца в -осевом направлении в процессе обработки, устройство снабжено двумя Направляющими параллельными щечками, настроенными по ширине обрабатываемого кольца, причем одна из них связана с ведущим кругом посредством щарнира, служащего для отвода ее во время загрузочно-разгрузочных онераций.
3.Устройство по по. 1 и 2, отличающееся тем, что, с целью надежной выгрузки кольца из зоны Обработки, применено рычажное выталкивающее устройство, один из рычагов которого размещен внутри обрабатываемого кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ бесцентрового многопозиционного шлифования и устройство для его осуществления | 1986 |
|
SU1393597A1 |
| Устройство для бесцентрового шлифования | 1981 |
|
SU1000239A1 |
| Устройство для бесцентрового шлифования изделий различного диаметра | 1990 |
|
SU1784105A3 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДЕТАЛЕЙ | 1971 |
|
SU311725A1 |
| Способ бесцентрового шлифования несимметричных бочкообразных роликов для роликоподшипников | 1944 |
|
SU69857A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2082588C1 |
| УСТРОЙСТВО для снятия ФАСОК НА ДЕТАЛЯХ С ПРЕРЫВИСТОЙ ПОВЕРХНОСТЬЮ | 1973 |
|
SU384654A1 |
| Устройство для снятия фасок | 1978 |
|
SU673424A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ ПРОФИЛЯ КРАЕВ ВХОДНОГО ВАЛА ПОВОРОТНОГО ЗОЛОТНИКА | 1993 |
|
RU2110390C1 |
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |
