По известным способам, бенцентрового шлифования несимметричных бочкообразных роликов для роликоподшипников обработка роликов производится по одному. Наряду с низкой производительностью эти способы не дают положительных результатов шлифования.
Отличительной особенностью предлагаемого способа шлифования несимметричных роликов является то, что рабочая поверхность шлифовального круга выполнена вогнутой, а рабочая поверхность ведушего круга - с центральным кольцевым выступом, от которого идут наклоненные полки. Это дает возможность обрабатывать ролики в положении, соответствующем их положению между кольцами в подшипнике.
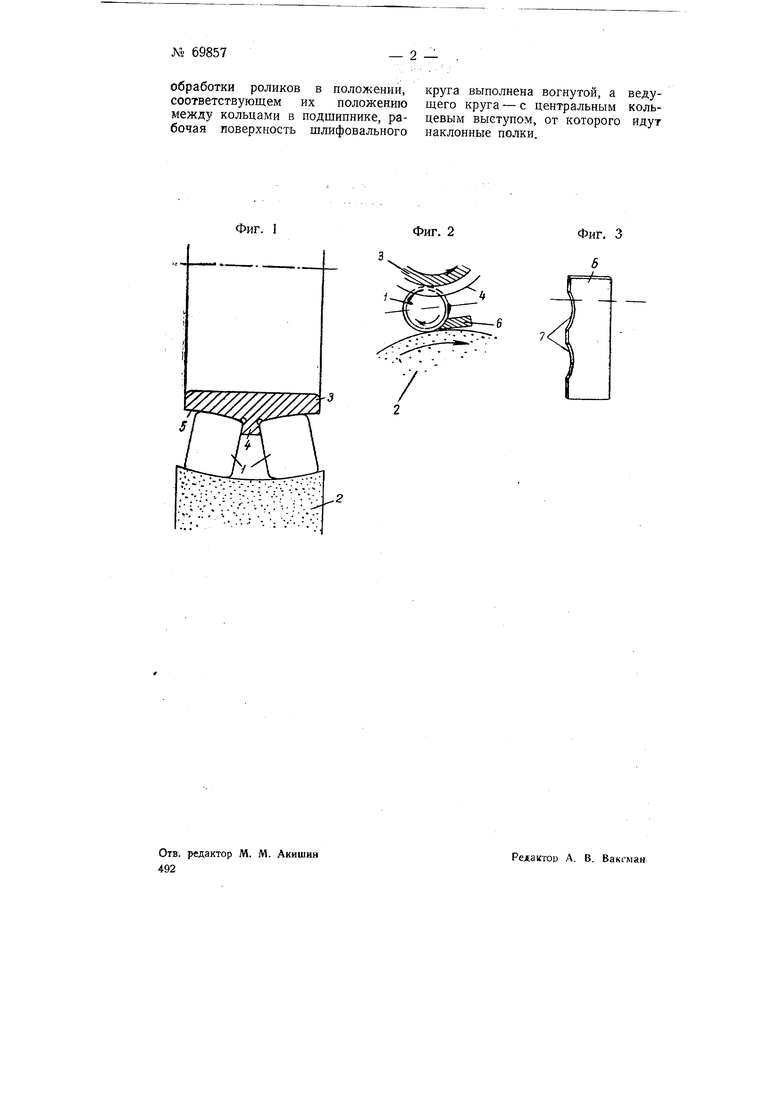
На фиг. 1, 2 изображено в разрезе в двух проекциях расположение роликов при шлифовании, а на фиг. 3 - опорный нож.
По предлагаемому способу производится бесцентровое шлифование одновременно двух несимметричных бочкообразных роликов J (фиг. 1). Рабочая поверхность шлифовального круга 2 выполнена вогнутой, соответственно профилю роликов L Ра.бочая поверхность ведущего круга 3 имеет центральный кольцевой выступ 4, предохраняющий ролики / от соприкосновения. От выступа 4 отходят наклонные полки 5, также соответственно профилю роликов 1.
При шлифовании ролики / находятся в положении, соответствую|щем их положению между кольцами в подшипнике. Осевая сила, возникающая вследствие несимметричного подпора роликов на ноже б (фиг. 2), заставляет ролики / прижиматься к выступу 4 ведущего круга. Поэтому ролики всегда будут занимать устойчивое положение, обеспечивающее качество шлифования.
Опорный нож 6 (фиг. 3) выполнен с двумя выемками 7 для опоры роликов 1. Расположение опорного ножа 6 не отличается от общеизвестного при бесцентровом шлифова,нии.
Предмет изобретения
Способ бесцентрового шлифования несимметричных бочкообразных роликов для роликоподшипников, о тличающийся тем, что с целью
491 обработки роликов в положении, соответствующем их положению между кольцами в подшипнике, рабочая поверхность шлифовального круга выполнена вогнутой, а ведущего круга - с центральным кольцевым выступом, от которого идут наклонные полки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный станок для шлифования торцов конических роликов | 1939 |
|
SU64425A1 |
| Станок для бесцентрового шлифования конических роликов | 1939 |
|
SU59248A1 |
| Бесцентровый станок для шлифования шариков | 1940 |
|
SU59620A1 |
| Станок для шлифования выпуклой поверхности у наружных колец роликовых подшипников | 1939 |
|
SU60630A1 |
| СТАНОК ДЛЯ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ КОНИЧЕСКИХ РОЛИКОВ | 1939 |
|
SU58219A1 |
| Гидравлический привод станка для шлифования торцов роликов | 1939 |
|
SU61948A1 |
| Станок для бесцентровой обработки поверхностей вращения | 1944 |
|
SU70798A1 |
| Способ шлифования кольцевых желобков, профилированных эллиптической кривой | 1940 |
|
SU59951A1 |
| УСТРОЙСТВО для БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ НЕСИММЕТРИЧНЫХ БОЧКООБРАЗНЫХ РОЛИКОВ | 1968 |
|
SU210694A1 |
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК КОЛЕЦ | 1992 |
|
RU2041046C1 |
Фиг. 1
Фиг. 2
