Известна установка для изготовления листового полированного стекла, содержащая емкость со стекломассой и соединенную с ней лотком ванну с расплавленным металлом, имеющую терморегуляторы и приспособления для создания защитной атмосферы.
В предложенной установке ванна выполнена в виде двух сообщающихся и имеющих каналы в поду сосудов, в одном из которых формуют лист стекла, а в другом происходит термическое усреднение расплавленного металла и защитного газа.
Это дает возможность создать стабильный режим формования.
Кроме того, для получения листов стекла заданных размеров в ванне установлены указатель уровня расплавленного металла, поверхностный ограничитель стекломассы и сливной порог, смонтированный в боковой стенке ванны с возможностью перемещения в вертикальной плоскости.
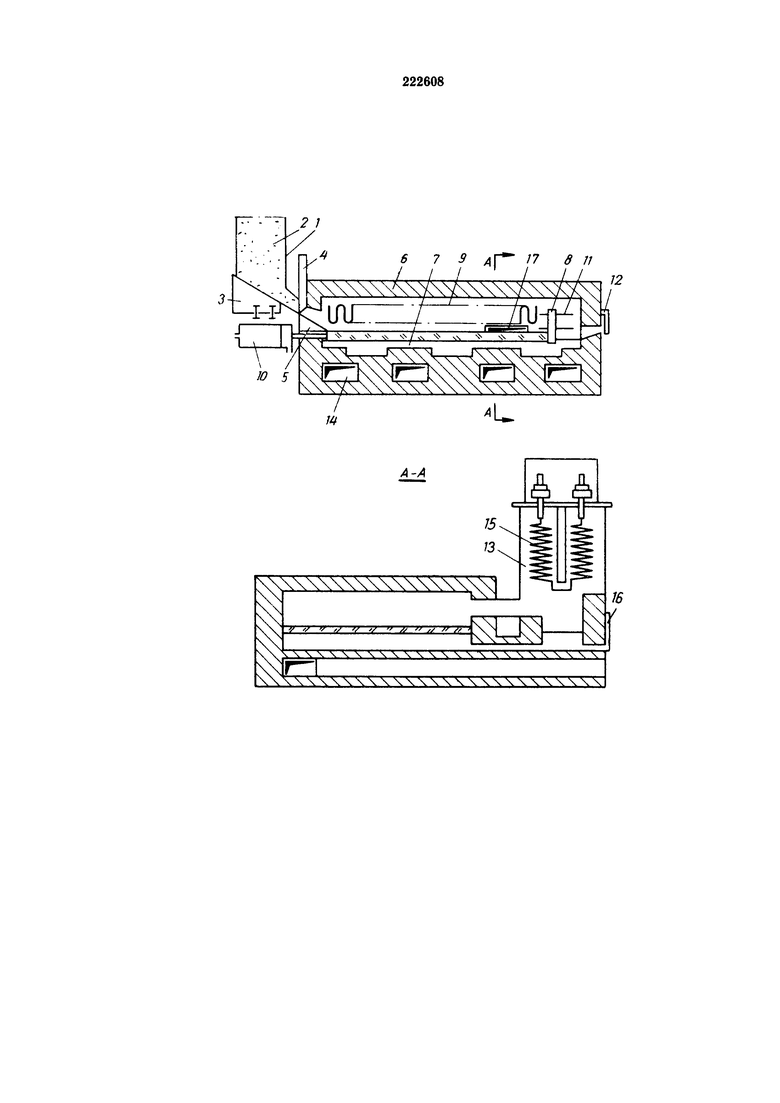
На чертеже представлены продольный и поперечный разрезы установки.
Описываемая установка содержит емкость 1 со стекломассой 2, тележку 3, дозирующий шибер 4, приемный сливной лоток 5, ванну 6 с расплавленным металлом 7, поверхностный ограничитель 8, электронагреватели 9, толкатель 10, направляющие 11, шибер 12, обеспечивающий герметизацию, колонку 13, каналы 14 для охлаждения ванны, электронагреватели 15, указатель 16 уровня расплавленного металла, сливной порог 17.
Работает установка следующим образом.
Стекломасса 2 из горшка или ванной печи выливается в специальную приемную обогреваемую емкость 1, установленную на передвижной тележке 3, перемещающейся по направляющим и позволяющей менять приемную емкость в случаях смены составов стекла. При подъеме шибера стекломасса по приемному лотку поступает в ванну на расплавленный металл.
Ванна 6 представляет собой емкость из двух сообщающихся сосудов: собственно ванны для приема стекломассы и колонки 13, в которой происходит подготовка расплава металла. Для предупреждения окисления расплава в колонку 13 подают защитный газ. Нагрев и расплавление металла обеспечивают установленные в колонке 13 нагреватели 15, последние одновременно подогревают защитный газ.
Металл по мере расплавления протекает в основную емкость, в результате чего в указанных сообщающихся сосудах устанавливается одинаковый уровень расплава. В ванне поддерживается температура, соответствующая температуре свободного рассекания заданного состава стекла.
В ванне стекломасса своей тяжестью давит на металл. Создающееся давление повышает уровень расплава в колонке, в которой установлен указатель 16 уровня, фиксирующий величину изменения уровня расплава металла. По показаниям указателя уровня определяют толщину залитой стекломассы по ее объему.
Для обеспечения заранее заданных размеров заготовки в ванне установлен поверхностный ограничитель 8, перемещающийся вдоль ванны. Определив объем залитой стекломассы по уровню, можно перемещением поверхностного ограничителя в горизонтальной плоскости получать лист необходимой толщины. Шкала указателя уровня заранее отградуирована для определенного химического состава стекла и толщины заготовки. Обеспечение заданных размеров и толщины заготовки может быть достигнуто не только перемещением поверхностного ограничителя, но и за счет слива залитой стекломассы, в случае ее избытка через специально предусмотренный сливной порог 17 в стенке ванны. Конструкция сливного порога позволяет перемещать его вертикально в зависимости от толщины листа стекла.
После фиксации заданного размера заготовки в ванне начинают снижать температуру до температуры отжига. Снижение температуры обеспечивают подачей холодного защитного газа и интенсивным охлаждением пода ванны через каналы 14.
После проведения отжига и охлаждения заготовки поднимается поверхностный ограничитель 8 и толкатель 10 выталкивает заготовку на специальное приемное устройство.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2039015C1 |
| Печной агрегат для производства рентгенозащитного стекла | 2020 |
|
RU2742681C1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1972 |
|
SU328079A1 |
| Способ производства листового стекла и устройство для его реализации | 1975 |
|
SU555802A1 |
| ИСПОЛЬЗУЕМАЯ ПРИ ИЗГОТОВЛЕНИИ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1968 |
|
SU212866A1 |
| Устройство для производства листового стекла | 1977 |
|
SU678852A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2036859C1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU246793A1 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА | 1965 |
|
SU170431A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU242072A1 |
1. Установка для изготовления листового полированного стекла, содержащая емкость со стекломассой и соединенную с ней лотком ванну с расплавленным металлом, имеющую терморегуляторы и приспособления для создания защитной атмосферы, отличающаяся тем, что, с целью обеспечения стабильного режима формования, ванна установки выполнена в виде двух сообщающихся и имеющих каналы в поду сосудов, в одном из которых формуют лист стекла, а в другом производят термическое усреднение расплавленного металла и защитного газа.
2. Установка по п. 1, отличающаяся тем, что, с целью получения листов стекла заданных размеров, в ванне установлены указатель уровня расплавленного металла, поверхностный ограничитель стекломассы и сливной порог, смонтированный в боковой стенке ванны с возможностью перемещения в вертикальной плоскости.
