Известна ванна к установке для изготовления листового иолированного стекла, разделенная на секции перегородками по газовой среде и расплавленному металлу.
Описываемая ванна позволяет получить тонкое стекло. Это достигается тем, что она выполнена с разграничительными проемами, образованными двумя установленными на расстоянии друг от друга ниже уровня расплавленного металла перегородками и циркуляционными каналами, соединяющими каждый разграничительный проем с соседними секциями ванны.
С целью использования в каждой секи.П1 ванны различных но составу расплавов, разграничительный проем разделен перегородкой на два отсека.
Кроме того, в зоне разграничительного проема установлены устройства для подачи защитного газа.
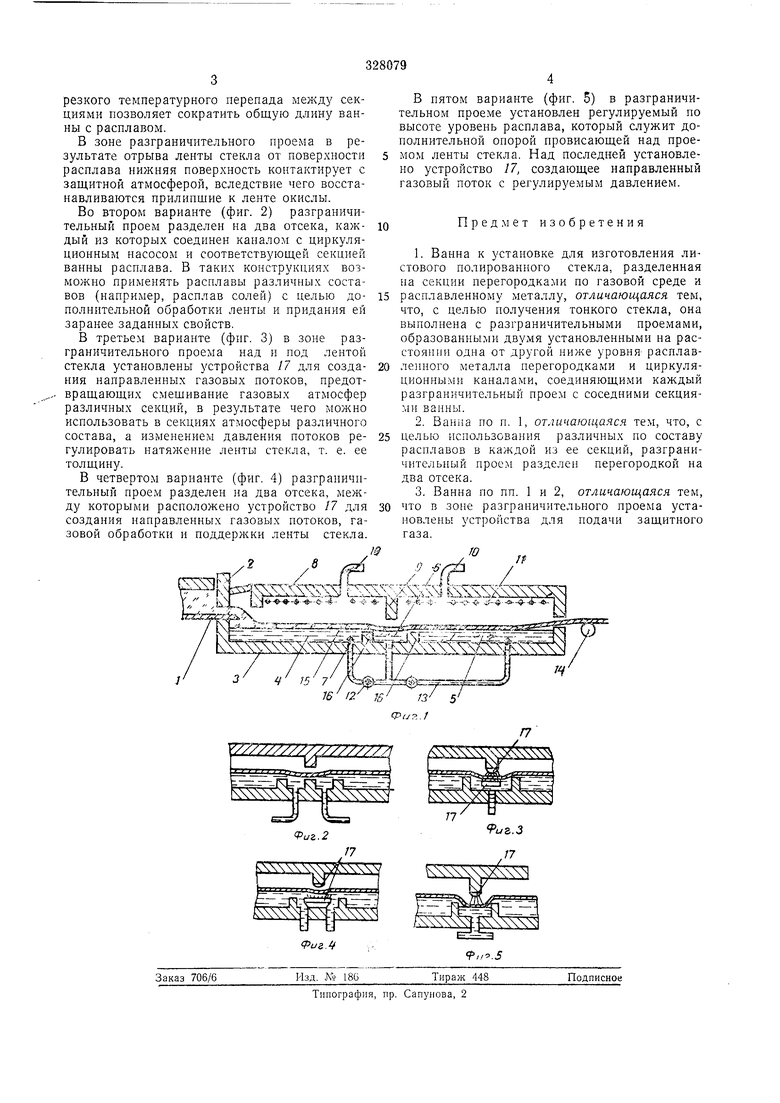
На фиг. 1-5 представлены соответственно продольный разрез ванны и варианты выполнения разграничительного проема.
Установка включает сливной лоток /, регулирующий шибер 2 и ванну 3 с расилавлеиным металлом, состоящую из секций - и 5 с разграничительным нрое.мом 6 между ними. Ванна имеет свод 8 с перегородкой Я трубопроводы W для подачи защитного газа, терморегуляторы 11.
Вне ванны ик1еются насосы 12, циркуляилюнные каиалы /. для расплавленного металла и тянульное устройство 14.
Листовое стекло изготовляют следующим
образом.
Подготовленную к выработке стекломассу по сливному лотку 1 направляют в ванну 3 на повер.хность расплавленного металла или соли в 4.
Терморегулятора.ми //, расположенными у свода, создают в секции 4 такой температурный режим, при котором стекломасса под действием сил поверхностного натяжения и веса прини.мает форму ленты 15 равновесной толпиты (6,2 ,«.«). Продвигаясь в пластичном состоянии к выходиому коицу ванны, лента стекла провисает в зоне разграничительного проема под действием сил тяжести, в результате чего она утоняется, т. е. ее толщина становится менее равновесной.
Температурный режим в этой части ванны обеспечивает деформацпю ленты н последующее ее охлаждение до .полного затвердеван 1я. Уровешз расплава в аанне поддерживают выше порогов 16 расноложсины.ми вне ванны иасоса.ми 12 и каналами 1,1, создавая замкнутую циркуляцию расплава и ненрерывный ла.минарный поток расплава над порогами 16 с целью поддерлчания ленты стекла и иере.хода
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU246793A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ И ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ЛИСТОВОПЭ СТЕКЛА | 1969 |
|
SU252559A1 |
| Устройство для изготовления листового стекла на поверхности расплавленного металла | 1977 |
|
SU1097189A3 |
| Печной агрегат для производства рентгенозащитного стекла | 2020 |
|
RU2742681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВЛ^^Н^гд'СТЕКЛА | 1971 |
|
SU299470A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1966 |
|
SU222608A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU251159A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1971 |
|
SU289582A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU239879A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU283077A1 |
