Известна ванна к установке для изготовления листового полированного стекла, имеющая секции, образованные перегородками по газовой среде и расплавленному металлу, и циркуляционные каналы с насосами для перемещения последнего.
В описываемой ванне обеспечивается резкий температурный перепад по длине, что дает возможность либо сократить размеры ванны, либо увеличить скорость изготовления стекла. Это дости1ается тем, что ее секции расположены ступенчато, причем последующая ниже по уровню, чем предыдущая.
Кроме того, с целью удержания расплавленного металла на разделяющих секции перегородках, над последними смонтированы электромагнитные индукторы.
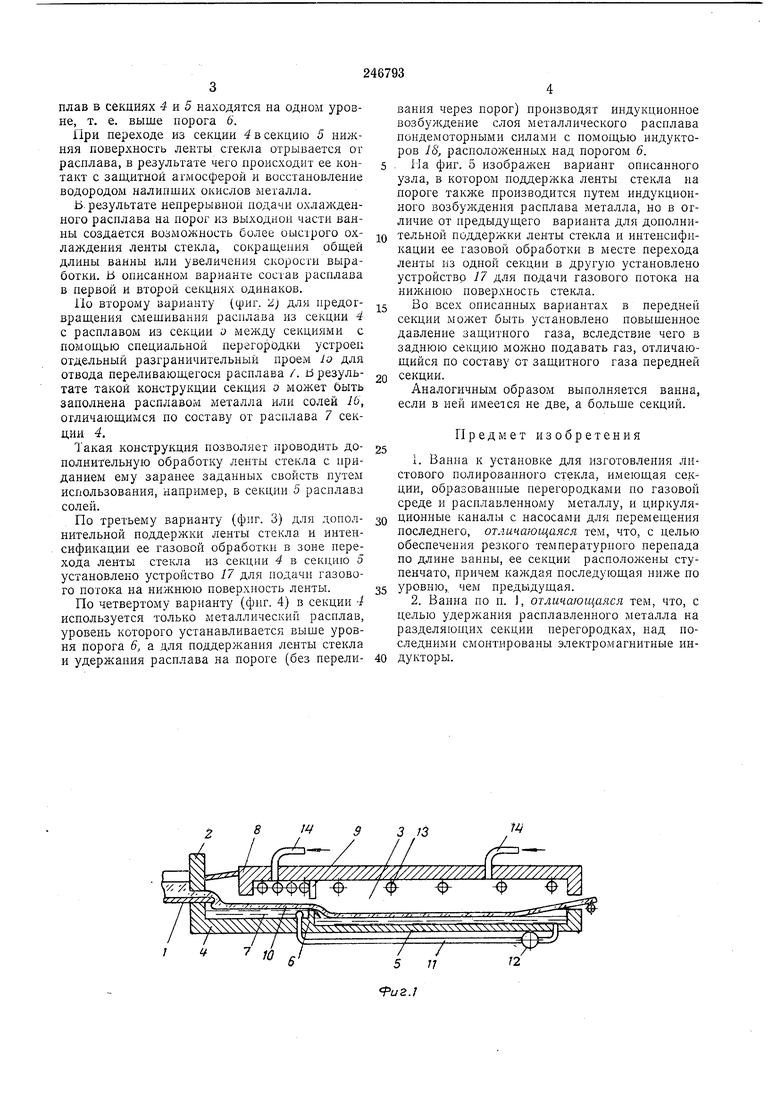
На фиг. 1 показана предлагаемая ванна, продольный разрез; на фиг. 2-5 варианты конструкции узла перехода ленты из одной секции в другую.
Установка состоит из сливного лотка 1, регулирующего щибера 2 и ванны 3 с расплавленным металлом.
Ванна представляет собой герметичный корпус, футерованный огнеупорным материалом, и состоит из двух секций 4 и 5, образованных перегородкой-порогом 6 по расплавленному металлу 7 и закрепленной в своде 8 перегородкой 9 по газовой среде. Секция 5 располоЖена ступенчато по отношению к секции 4 i-t ниже по уровно.
Непрерывный ламинарный переливающийся поток расплавленного металла 7 над перегородкой-порогом 6 служит для поддержания ленты стекла 10 при переходе ее из секции 4 в секцию 5. Заданный уровень и перелив расплавленного металла поддерживают с помощью расположенных вне ванны циркуляционного канала 1J и насоса 12.
Температурный режим поддерживают с помощью терморегуляторов 13.
Подачу газа для создания защитной атмосферы над поверхностью расплавленного металла осуществляют с помощью устройства 14.
Установка работает следующим образом.
Сте ;ломассу из стекловаренной печи по лотку 1 подают в высокотемпературную зону передней секции 4 ванны, где происходит растекание стекломассы и формование ленты стекла равновесной толщины. Лента стекла равновесной толщины (7 мм) при переходе из передней секции 4 в секцию 5 в результате провисания утоняется, т. е .ее толщина становится менее равновесной толщины. Величину провисания ленты стекла, а вследствие этого и ее толщину регулируют уровнем расплава в секции 5 и скоростью вытягивання. В такой конструкции возможен вариант работы установки (нанример, нри затравке ленты), когда расплав Б секциях 4 а 5 находятся на одном уровне, т. е. выше порога 6.
При нереходе из секции 4 в секцию 5 нижняя поверхность ленты стекла отрывается ог расплава, в результате чего происходит ее контакт с защитной атмосферой и восстановление водородом налипших окислов металла.
Б. результате непрерывной подачи охлажденного расплава на nopoi из выходной части ванны создается возможность более оыстрого охлаждения ленты стекла, сокраш,ения общей длины ванны или увеличения скорости выработки. В описанном варианте состав расплава в первой и второй секциях одинаков.
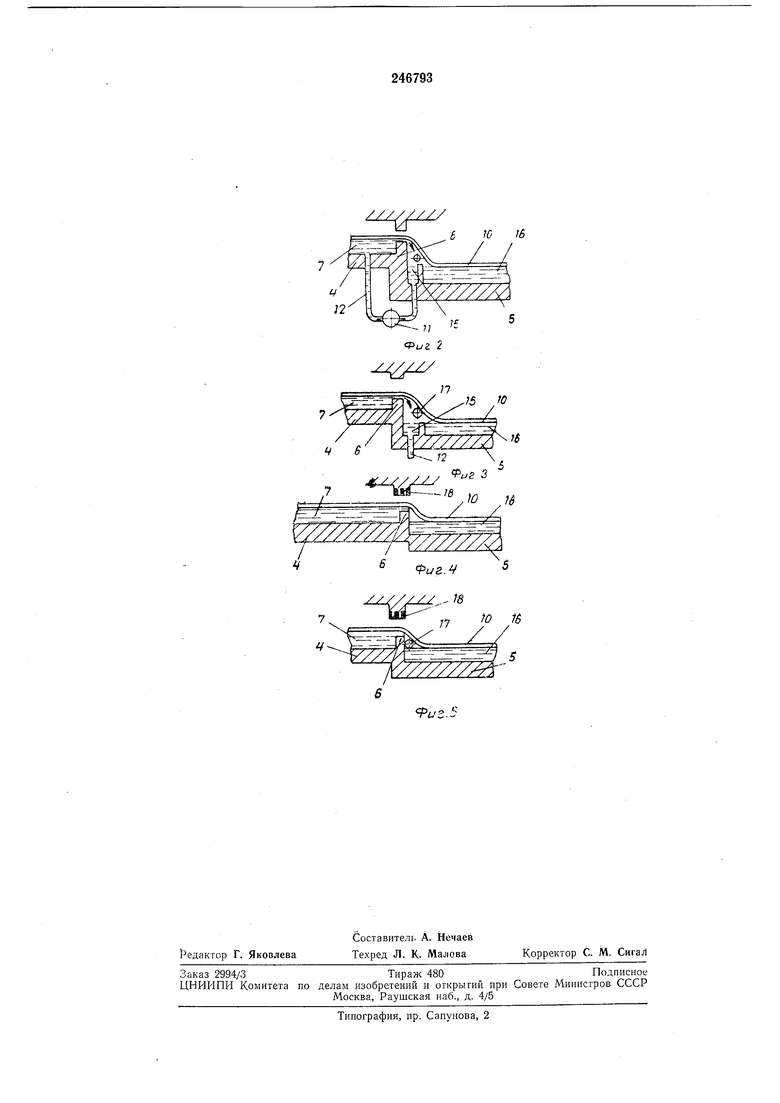
По второму варианту (фиг. 2) для предогвращения смешивания расплава из секции 4 с расплавом из секции о между секциями с помощью специальной перегородки устроен отдельный разграничительный проем 1о для отвода переливающегося расплава /. Ь результате такой конструкции секция о может быть заполнена расплавом металла или солей Id, отличающимся но составу от расплава 7 секции 4.
Такая конструкция позволяет проводить дополнительную обработку ленты стекла с приданием ему зарапее заданных свойств путем использования, например, в секции 5 расплава солей.
По третьему варианту (фиг. 3) для дополнительной поддержки ленты стекла и интенсификации ее газовой обработки в зоне перехода ленты стекла из секции 4 в секцию 5 установлено устройство 17 для иодачи газового потока на нижнюю поверхность ленты.
По четвертому варианту (фиг. 4) в секции 4 используется только металлический расплав, уровень которого устанавливается выше уровня порога 6, а для поддержания ленты стекла и удержания расплава на пороге (без переливания через порог) производят индукционное возбуждение слоя металлического расплава пондемоторными силами с помощью индукторов IS, расположенных над порогом 6. 5 На фиг. 5 изображен вариант описанного узла, в котором поддержка ленты стекла на пороге также производится путем индукционного возбуждения расплава металла, но в отличие от иредыдущего варианта для дополнио тельной поддержки ленты стекла и интенсификации ее газовой обработки в месте перехода ленты из одной секции в другую установлено устройство 17 для подачи газового потока на нижнюю поверхность стекла. 5 Во всех описанных вариантах в передней секции может быть установлено повышенное давление защитного газа, вследствие чего в заднюю секцию можно подавать газ, отличающийся по составу от защитного газа передней 0 секции.
Аналогичным образом выполняется ванна, если в ней имеется не две, а больше секций.
Предмет изобретения
1.Ванна к установке для изготовления Листового полировапного стекла, имеющая секции, образованные перегородками по газовой среде и расплавленному металлу, и циркуляционные каналы с насосами для перемещения последнего, отличающаяся тем, что, с целью обеспечения резкого температурного перепада по длине ванны, ее секции расположены ступенчато, причем каждая последующая ниже по
уровню, чем предыдущая.
2.Ванна по п. 1, отличающаяся тем, что, с целью удерл ания расплавленного металла на разделяющих секции перегородках, над последними смонтированы электромагнитные индукторы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1972 |
|
SU328079A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА НА РАСПЛАВЕ МЕТАЛЛА | 2005 |
|
RU2302380C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1970 |
|
SU276345A1 |
| Печной агрегат для производства рентгенозащитного стекла | 2020 |
|
RU2742681C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ГАЗОВЫХ ПОТОКОВ ЗАЩИТНОЙ АТМОСФЕРЫ В ВАННЕ РАСПЛАВА ПРИ ПРОИЗВОДСТВЕ ФЛОАТ-СТЕКЛА | 2005 |
|
RU2291122C1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ И ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ЛИСТОВОПЭ СТЕКЛА | 1969 |
|
SU252559A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1969 |
|
SU247473A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛЕНТУ СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2087437C1 |
| Устройство для производства листового полированного стекла | 1977 |
|
SU678849A1 |
| УСТАНОВКА ДЛЯ ПОЛИРОВКИ СТЕКЛА | 1970 |
|
SU288247A1 |
3 J3
Y/////////// ш/7/zw /z/л ///
-f; / ,,gs.
NN т- УЧг{-Т -тг7-г
-гтт-,лу, -/г V, ,„ ,Л ./Г-Г ТТГ: -si4x 4XVV sX v xSvVXXX v K x VVvS/
В
Ю IB
J5 Ю
2ZZZZZ2
У2.
иг 3
W W
Ю W
4 uSi-S
