Известен станок для выравнивания провесов остова бочки, включающий станину, механизмы привода и движения, систему передач и консольно установленных профильных роликов.
Однако известный станок не обеспечивает механизированную подачу остова бочек и непрерывность работы.
Цель изобретения - механизация подачи остова бочки и обеспечение непрерывности работы.
Достигается это тем, что станок выполнен с механизмом подачи и питателем, а рабочая часть профильных роликов составлена из нескольких дисков, крайние из которых установлены с возможностью регулирования. При этом питатель выполнен в виде наклонных направляющих, отсекающего механизма и тележки.
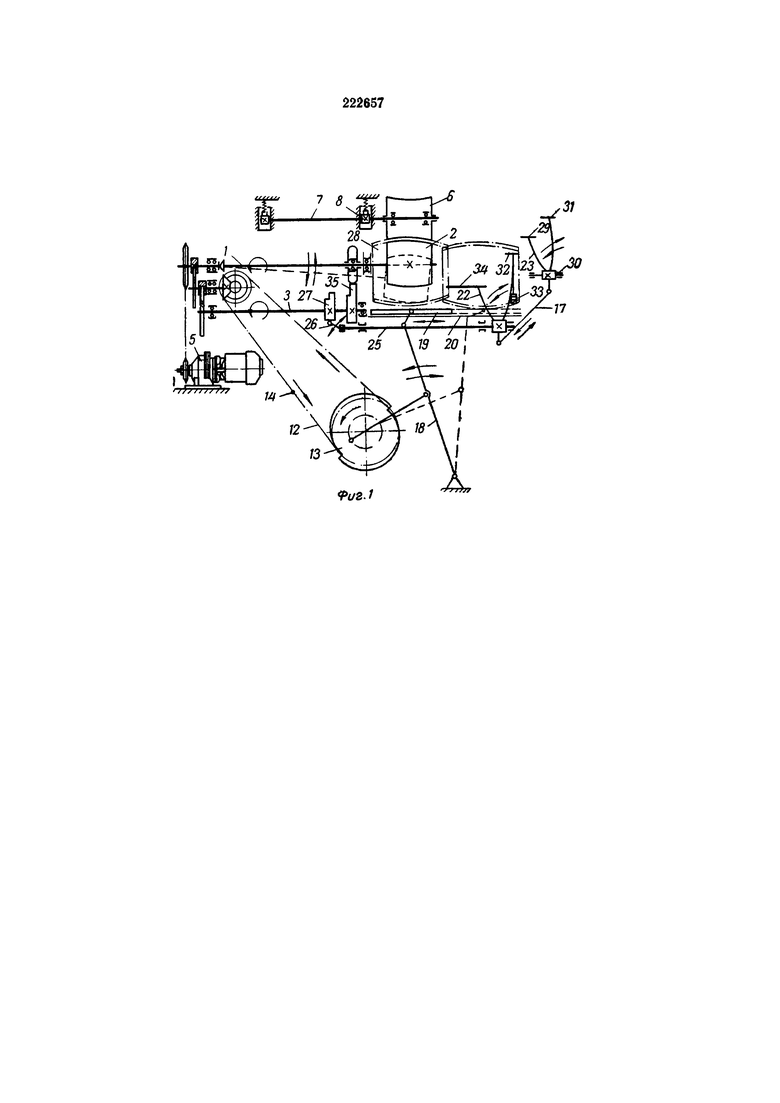
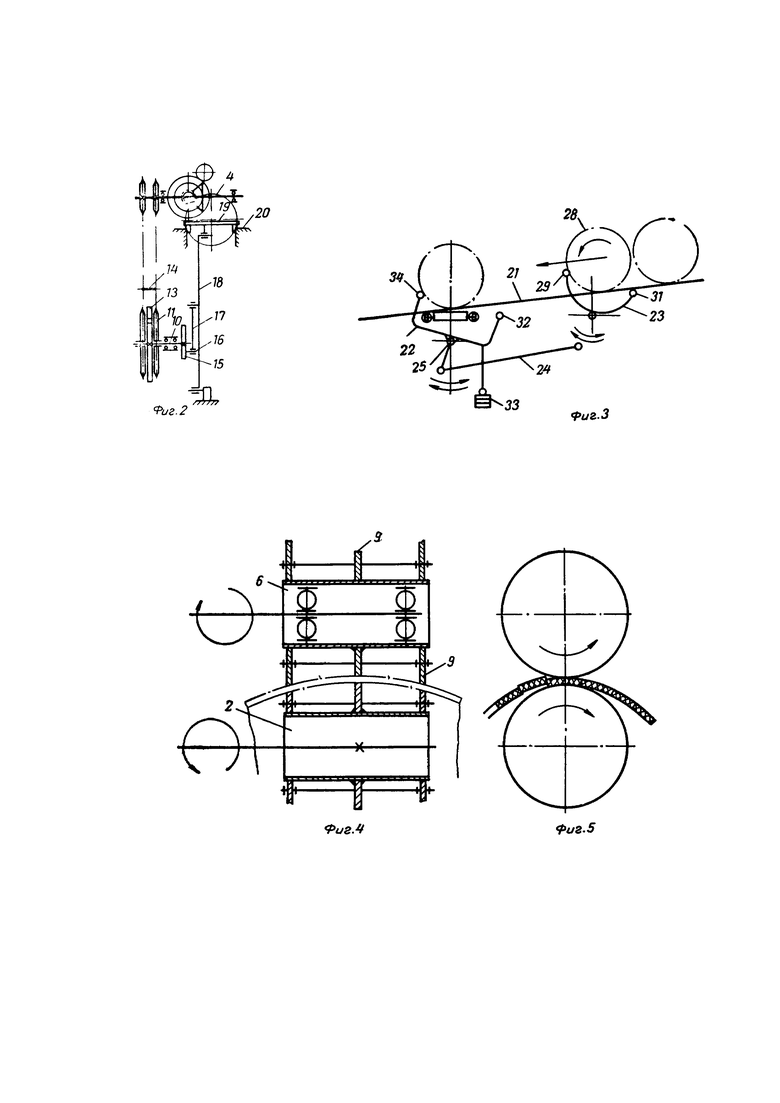
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - кинематическая схема механизма подачи в повернутом виде относительно осей профильных роликов; на фиг. 3 - кинематическая схема питания с отсекающим механизмом, расположенным перпендикулярно осям роликов; на фиг. 4 - устройство профильных роликов; на фиг. 5 - взаимодействие роликов при прокатке стенки остова.
Станок состоит из установленных на станине механизма привода и движения, к которому относятся подвижной вал 1 нижнего ролика 2, кулачковый вал 3 и вал 4 привода подачи, взаимосвязанные между собой зубчатой передачей. Привод ведущего вала 1 выполнен от мотор-редуктора 5 цепной передачей. Верхний ролик 6 свободно сидит на оси 7, закрепленной в регулируемых опорах 8.
Профильные (обкатные) ролики 2 и 6 сборно-сварной конструкции состоят по рабочей части из нескольких, например трех, дисков 9, крайние из которых имеют возможность совершать осевое перемещение для обеспечения более точной регулировки прилегания в соответствии с кривизной стенки.
Механизм подачи включает приводной вал 10, на котором свободно сидят две звездочки 11 цепного привода 12 прерывистого движения. Между звездочками закреплен на валу ведомый диск 13 с пазами для зацепления ведущим пальцем 14 привода 12. На конце вала 10 закреплен диск 15, имеющий с торца эксцентрично расположенную цапфу 16, с которой соединен промежуточной серьгой 17 качающийся рычаг 18. Этот рычаг, сидящий нижним концом на оси, вверху соединен шарнирной тягой с тележкой 19, перемещающейся по направляющим 20.
Питатель расположен впереди станка и представляет собой наклонные направляющие 21 для скатывания остова. Между направляющими 21 расположен отсекающий механизм, состоящий из двух качающихся на осях коромысел (нижнего 22 и верхнего 23), связанных между собой тягой 24. На конце оси 25 нижнего коромысла 22 укреплен рычаг 26, при помощи которого под воздействием кулачка 27 происходит угловой поворот коромысел.
Станок работает непрерывно по замкнутому циклу следующим образом.
Остов 28 бочки, уложенный на наклонные направляющие 21 питателя, удерживает левый упор 29 верхнего коромысла 23. Рычаг 26 под воздействием кулачка 27 поворачивает нижнее коромысло 22, а вместе с ним и верхнее коромысло 23. При этом левый упор 29 коромысла 23, качающегося на оси 30, отклоняясь в сторону наклона направляющих, дает возможность скатывания остову 28, а правый упор 31 коромысла 23 в это время удерживает от скатывания следующий остов.
Освободившись от левого упора 29, остов придерживается правым упором 32 нижнего коромысла 22.
Когда кулачок 27 повернется на определенный угол, освобождая от нажима на рычаг 26 оси нижнего коромысла, последний под действием грузового противовеса 33 поворачивается в исходное положение и остов скатывается до левого упора 34 коромысла 22. В этом положении остов находится на тележке 19 в зоне загрузки на нижний ролик 2, который вместе с валом 1 в это время спущен. Качающийся рычаг 18 механизма подачи перемещает тележку 19 по направляющим 20 в сторону ролика 2 и надвигает остов 28 на ролик.
Под действием кулачка 35 вал 1 нижнего ролика 2, поднимаясь, подхватывает остов и прижимает его к верхнему ролику 6, совершая при этом вращательное движение. При этом происходит выравнивание провесов остова.
Когда кулачок 35 освобождает вал 1, последний вместе с роликом 2 опускается в нижнее положение, остов 28 ложится на тележку 19, которая при помощи механизма подачи передвигается обратно в зону направляющих 21 питателя. В этот момент срабатывает отсекатель, т.е. коромысло 22 отводит упор 34, и выправленный остов скатывается с направляющих.
Ось 7 верхнего ролика 6, закрепленная в опорах 8 с амортизаторами, регулирует степень сближения с нижним роликом для установления нажимного усилия, необходимого для выравнивания провесов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для выравнивания провесов и осадки клепки остова бочки | 1985 |
|
SU1250459A1 |
| Станок для сборки остовов бочек | 1989 |
|
SU1703458A1 |
| Установка для выравнивания провесов остова бочки | 1975 |
|
SU547342A1 |
| Устройство для набора остовов бочек | 1973 |
|
SU479622A1 |
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ХАЛ ИЗ ПРЕДВАРИТЕЛЬНО ЗАКАТАННЫХ ТЕСТОВЫХ ЖГУТОВ | 1963 |
|
SU223714A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Ленточно-шлифовальный станок | 1978 |
|
SU751591A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ОСТОВА БОЧКИ | 1972 |
|
SU335095A1 |
| Тележка гусеничная сменная для трактора | 2017 |
|
RU2658505C1 |
1. Станок для выравнивания провесов остова бочки, включающий станину, механизмы привода и движения, систему передач и консольно установленных профильных роликов, отличающийся тем, что, с целью механизации подачи остова бочки и обеспечения непрерывной работы, станок выполнен с механизмом подачи и питателем, а рабочая часть профильных роликов составлена из нескольких дисков, крайние из которых установлены с возможностью регулирования.
2. Станок по п. 1, отличающийся тем, что питатель выполнен в виде наклонных направляющих, отсекающего механизма и тележки.
