2.Установка по п.1, о т л и ч а- ю щ а я с я тем, что профильный прижим выполнен в виде подпружиненной каретки, а криволинейные брусы закреплены на каретке и имеют размещенные на концах уступы.
3.Установка по п.1, о т л и ч а- ю щ а я с я тем, что механизм осадки клепки выполнен в виде установленных с возможностью возвратно-посИзобретение относится к деревообрабатывающей промышленности, в частности, к оборудованию бондарного производства.
Цель изобретения - повышение про- изводительности и качества изготовления остова бочки.
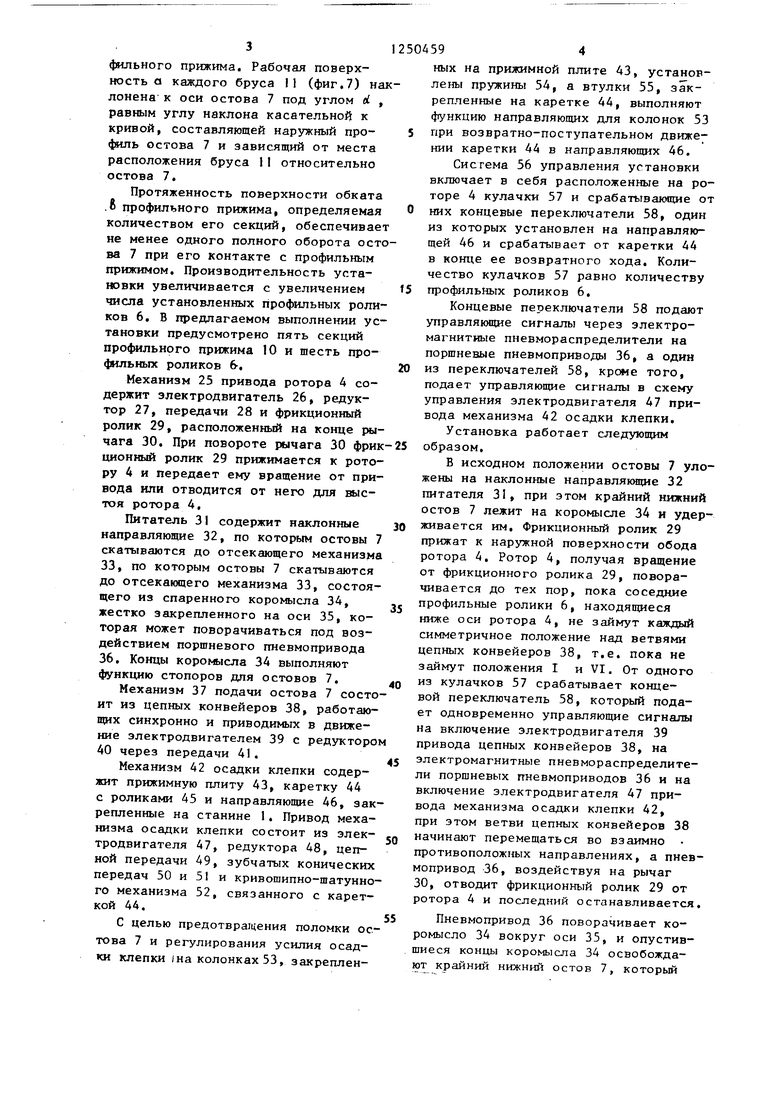
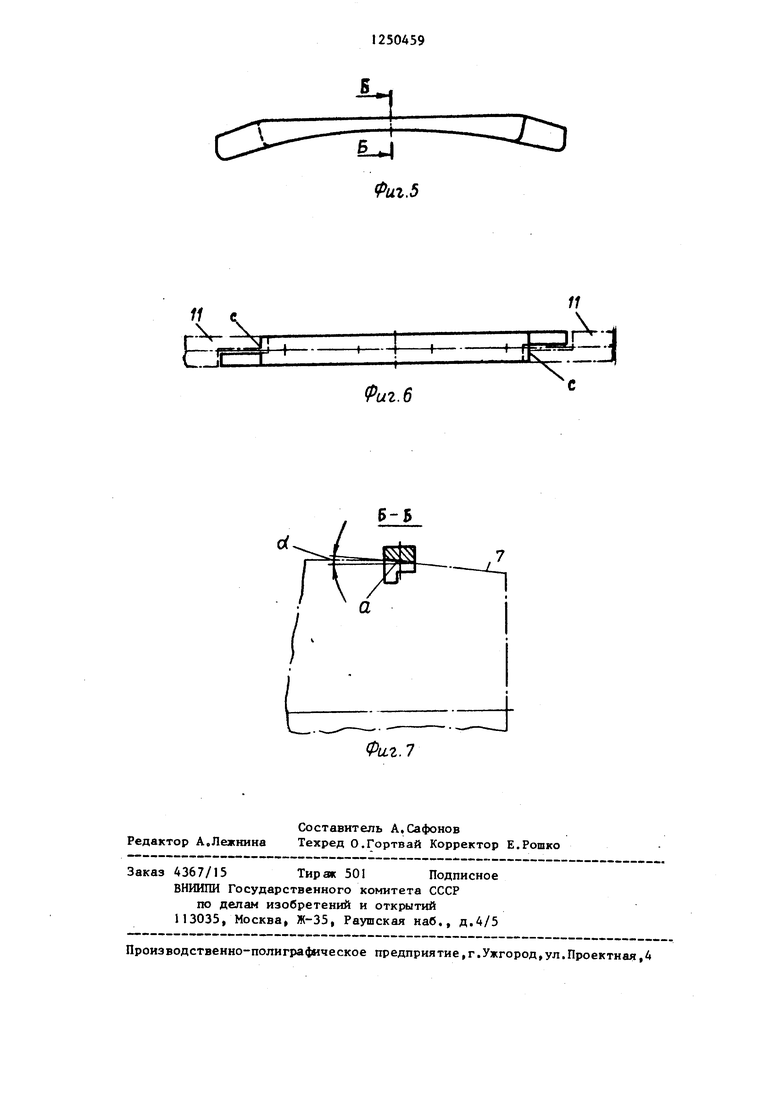
На фиг,1 изображена предлагаемая установка, вид сбоку; на фиг.2 - разрез А-А на фиг.1; на фиг.З - про- фильный прижим, вид спереди; на фиг.А - то же, вид сбоку; на фиг.5 - криволинейный брус, вид спереди; на фиг.6 - то же, вид сверху; на фиг.7- разрез Б-Б на фиг.5.
Установка содержит станину 1, на опорах 2 которой установлен вал 3 ротора 4, выполненного в виде коробчатой конструкции. Сборочные единицы узлы и механизмы, находящиеся по обе стороны от плоскости 0-0 , . идентичны и имеют одинаковое функциональное назначение.
На стенке ротора 4 равномерно по окружности консольно закреплены оси 5 с профильными роликами 6 свободного вращения, профиль которых соответствует профилю внутренней поверхности остова 7 бочки, С целью увеличения жесткости осей 5 профиль- ных роликов 6 во время их перемещения на их концах установлены опорные ролики 8, перекатывающиеся при вращении ротора 4 по дугообразной направляющей 9, закрепленной на ста- .нине 1 (фиг.1).
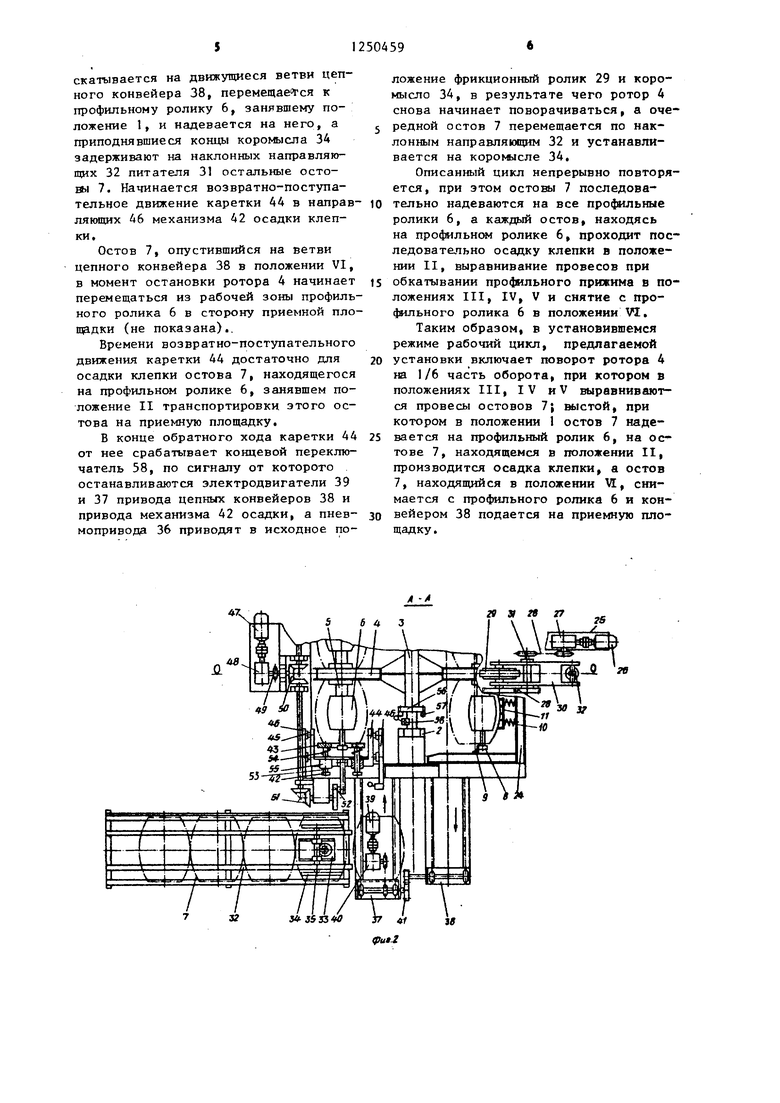
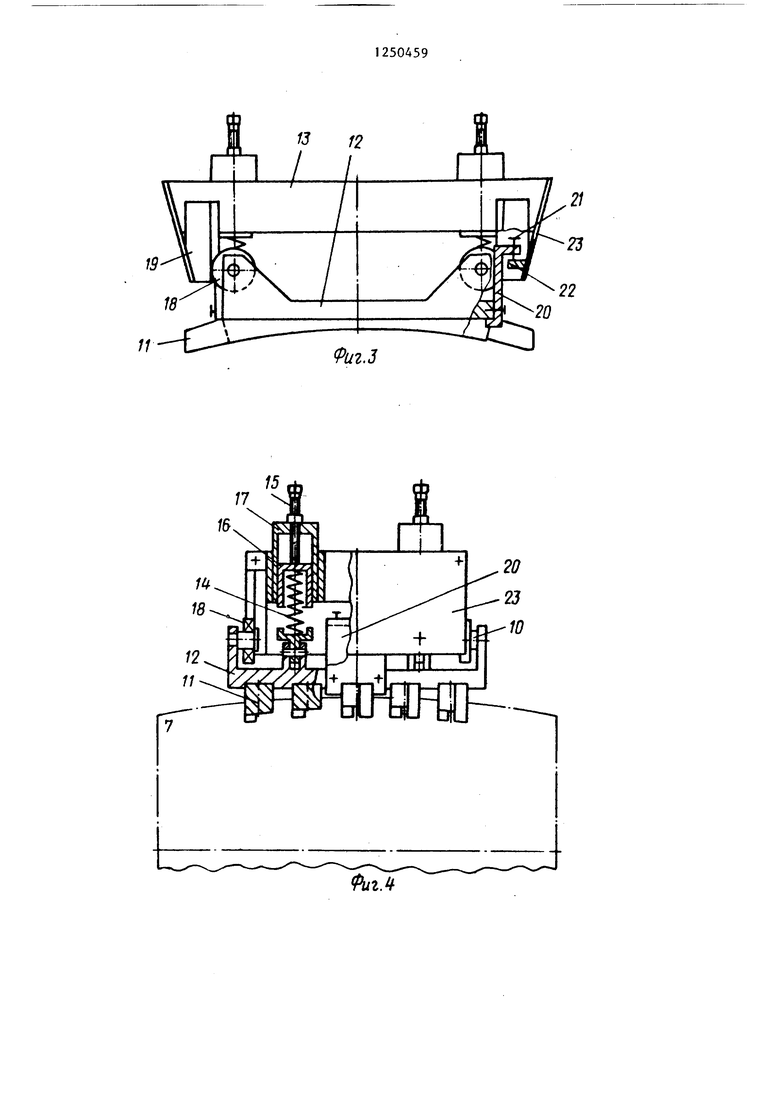
Профильный прижим 10 состоит из секций, каждая из которых вьтолнена в виде нескольких, например пяти.
тупательного движения подпружиненных прижимных плит.
4. Установка по п.I, о т л и ч а- ю щ а я с я тем, что свободные концы профильных роликов имеют опорные ролики, а станина в зоне профильного прижима имеет контактирующие с опорными роликами дугообразные направляющие .
криволинейных брусов 11 (фиг.З и 4), закрепленных в параллельных пазах каретки 12, конструктивно связанной с рамой 13. Пружины 14 сжатия, размещенные между кареткой 12 и рамой 13, создают необходимое усилие прижатия брусов 1I к поверхности остова 7. Рабочая нагрузка каждой из пружин 14 осуществляется посредством вии- тов 15, воздействующих на гильзы 16, размещенные в приваренных к раме 13 стаканах 17.
Подвижность каретки 12 относительно 13 обеспечивается при трении качения, для чего каретка снабжена роликами 18, а рама 13 - направляющими 19, Дпя предотвращения выпадения кареток 12 из направляющих 19 ракы 13 под действием разжимного усилия пружин 14 к каретке 12 прикреплены крошптейны 20 с регулировочными винтами 21, торцы которых опираются на приварыщи 22 косых стенок 23 ра14ы 13, Раны 13 соседних секций профильного прижима 10 образуют плоские соединения, в которых сопрягаемыми поверхностями являются косые стенки 23, скрепленные друг с другом.
Каждая секция профильного прижима
10наружной поверхностью рамы 13 прикреплена к траверсам 24 так, что рабочие поверхности криволинейных брусов II (фиг.7) образуют поверхность обката fe (фиг.1), причем концы брусов 11 выполнены с уступами С (фиг.6), которые обеспечивают перехлест рабочих поверхностей а брусов
1Iи их сплошность по всей длине профильного прижима. Рабочая поверхность а каждого бруса II (фиг.7) наклонена к оси остова 7 под углом d , равным углу наклона касательной к кривой, составляющей наружный про- филь остова 7 и зависящий от места расположения бруса II относительно остова 7.
Протяженность поверхности обката .в профильного прижима, определяемая количеством его секций, обеспечивает не менее одного полного оборота остова 7 при его контакте с профильным прижимом. Производительность установки увеличивается с увеличением числа установленных профильных роликов 6. В предлагаемом выполнении установки предусмотрено пять секций профильного прижима 10 и шесть профильных роликов 6-.
Механизм 25 привода ротора 4 содержит электродвигатель 26, редуктор 27, передачи 28 и фрикционный ролик 29, расположенный на конце рычага 30. При повороте рычага 30 фрик ционный ролик 29 прижимается к ротору 4 и передает ему вращение от привода или отводится от него для выс- тоя ротора 4.
Питатель 31 содержит наклонные направляющие 32, по которым остовы 7 скатываются до отсекающего механизма 33, по которым остовы 7 скатываются до отсекающего механизма 33, состоящего из спаренного коромысла 34, жестко закрепленного на оси 35, которая может поворачиваться под воздействием поршневого пневмопривода 36. Концы коромысла 34 выполняют функцию стопоров для остовов 7.
Механизм 37 подачи остова 7 состоит из цепных конвейеров 38, работающих синхронно и приводимых в движение электродвигателем 39 с редукторо 40 через передачи 41.
Механизм 42 осадки клепки содержит прижимную плиту 43, каретку 44 с роликами 45 и направляющие 46, закрепленные на станине 1. Привод механизма осадки клепки состоит из электродвигателя 47, редуктора 48, цепной передачи 49, зубчатых конических передач 50 и 51 и кривошипно-шатунно го механизма 52, связанного с кареткой 44.
С целью предотвращения поломки остова 7 и регулирования усилия осадки клепки )на колонках 53, закреплен
5
О 5 20
5
о , и
0
5
ных на прижимной плите 43, установлены пружины 54, а втулки 55, закрепленные на каретке 44, выполняют функцию направляющих для колонок 53 при возвратно-поступательном движении каретки 44 в направляющих 46,
Система 56 управления установки включает в себя расположенные на роторе 4 кулачки 57 и срабатывающие от них концевые переключатели 58, один из которых установлен на направляющей 46 и срабатывает от каретки 44 в конце ее возвратного хода. Количество кулачков 57 равно количеству профильных роликов 6.
Концевые переключатели 58 подают управляющие сигналы через электромагнитные пневмораспределители на поршневые пневмоприводы 36, а один из переключателей 58, кроме того, подает управляющие сигналы в схему управления электродвигателя 47 привода механизма 42 осадки клепки.
Установка работает следующим образом.
В исходном положении остовы 7 уложены на наклонные направляющие 32 питателя 31, при этом крайний нижний остов 7 лежит на коромысле 34 и удерживается им. Фрикционный ролик 29 прижат к наружной поверхности обода ротора 4. Ротор 4, получая вращение от фрикционного ролика 29, поворачивается до тех пор, пока соседние профильные ролики 6, находящиеся ниже оси ротора 4, не займут каждый симметричное положение над ветвями цепных конвейеров 38, т.е. пока не займут положения I и VI. От одного из кулачков 57 срабатывает концевой переключатель 58, который подает одновременно управляющие сигналы на включение электродвигателя 39 привода цепных конвейеров 38, на электромагнитные пневмораспределители поршневых пневмоприводов 36 и на включение электродвигателя 47 привода механизма осадки клепки 42, при этом ветви цепных конвейеров 38 начинают перемещаться во взаимно противоположных направлениях, а пневмопривод 36, воздействуя на рычаг 30, отводит фрикционный ролик 29 от ротора 4 и последний останавливается.
Пневмопривод 36 поворачивает коромысло 34 вокруг оси 35, и опустившиеся концы коромысла 34 освобождают крайний нижний остов 7, который
скатывается на движущиеся ветви цепного конвейера 38, перемещае гся к профильному ролику 6, занявшему положение 1, и надевается на него, а приподнявшиеся концы коромысла 34 задерживают на наклонных направляющих 32 питателя 31 остальные осто- 7. Начинается возвратно-поступательное движение каретки 44 в направляющих 46 механизма 42 осадки клепки.
Остов 7, опустившийся на ветви цепного конвейера 38 в положении VI, в момент остановки ротора 4 начинает перемещаться из рабочей зоны профильного ролика 6 в сторону приемной площадки (не показана)..
Времени возвратно-поступательного движения каретки 44 достаточно для осадки клепки остова 7, находящегося на профильном ролике 6, занявшем положение II транспортировки этого остова на приемную площадку,
В конце обратного хода каретки 44 от нее срабатывает концевой переключатель 58, по сигналу от которого останавливаются электродвигатели 39 и 37 привода цепных конвейеров 38 и привода механизма 42 осадки, а пневмопривода 36 приводят в исходное положение фрикционный ролик 29 и коромысло 34, в результате чего ротор 4 снова начинает поворачиваться, а оче- 5 редной остов 7 перемещается по наклонным направляющим 32 и устанавливается на коромысле 34,
Описанный цикл непрерывно повторяется, при этом остовы 7 последова0 тельно надеваются на все профильные ролики 6, а каждый остов, находясь на профильном ролике 6, проходит последовательно осадку клепки в положении II, выравнивание провесов при
5 обкатывании профильного прижима в положениях III, IV, V и снятие с профильного ролика 6 в положении VI,
Таким образом, в установившемся режиме рабочий цикл, предлагаемой
0 установки включает поворот ротора 4 на 1/6 часть оборота, при котором в положениях III, IV HV выравниваются провесы остовов 7; выстой, при котором в положении 1 остов 7 наде5 вается на профильный ролик 6, на ос тове 7, находящемся в положении II, производится осадка клепки, а остов 7, находящийся в положении VI, снимается с профильного ролика 6 и кон0 вейером 38 подается на приемную площадку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки остовов бочек | 1989 |
|
SU1703458A1 |
| Станок для обработки внутренней поверхности остова бочки | 1986 |
|
SU1437228A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ И РЕЗКИ ГЛИНЯНОГО БРУСА | 1991 |
|
RU2030995C1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Станок для сборки бочек | 1991 |
|
SU1822818A1 |
| СТАНОК ДЛЯ ВЫРАВНИВАНИЯ ПРОВЕСОВ ОСТОВА БОЧКИ | 1967 |
|
SU222657A1 |
| Донносшивной станок | 1990 |
|
SU1765000A2 |
| Донносшивной станок | 1990 |
|
SU1764999A2 |
| Автомат-укладчик кирпича-сырца на сушильные рамки | 1982 |
|
SU1096117A1 |

3
29 я гв 37
2S
-ft я
(Риг.
/7
/б
г.«
.5
(Риг.6
5-Б
Составитель А.Сафонов Редактор А.Лежнина Техред О.Гортвай Корректор Б.Рошко
Заказ 4367/15Тираж 501Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
Фаг.7
| Установка для выравнивания провесов остова бочки | 1975 |
|
SU547342A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| СТАНОК ДЛЯ ВЫРАВНИВАНИЯ ПРОВЕСОВ ОСТОВА БОЧКИ | 1967 |
|
SU222657A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
