Изобретение относится к устройствам для шлифования профильного паза в детали, например в кулаке-копире, используемом в стеклоформующих автоматах «АВ» и «IS». Механизмы дутьевой и прессующей головок и механизм воронки в этих автоматах работают по принципу пространственного копирования.
Кулак выполнен в виде стального цилиндрического стакана и имеет сложной формы паз. Работа его в тяжелых условиях приводит к износу паза.
Предложенный станок выполнен с укрепленными на вертикальной стойке прижимами для детали и полым открытым цилиндром с поршнем, на штоке которого вмонтированы суппорт абразивного круга, тяга с рычагом и ролик, входящий в паз копира, профиль которого соответствует профилю паза детали. На новом станке можно реставрировать паз кулака.
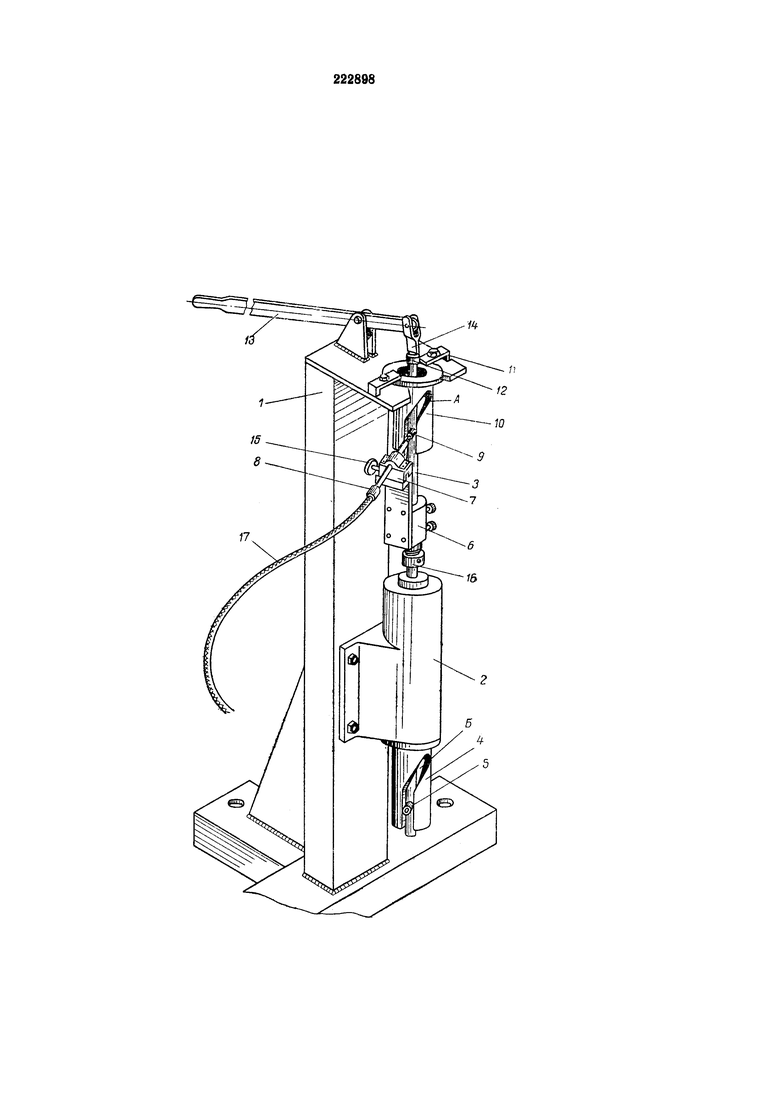
На чертеже изображен предложенный станок.
На сварной станине 1 станка вертикально укреплен цилиндр 2 с поршнем и штоком 3 и копир 4. Цилиндр служит только для направления движения штока, и потому его полости свободно сообщаются с атмосферой. На нижнем конце штока имеется ролик 5 диаметром 30 мм, насаженный на эксцентриковый палец, закрепленный в одном из двух крайних положений. На верхней части штока закреплен кронштейн 6 с суппортом 7, несущим шлифовальную машинку 8 с абразивным кругом 9 диаметром 30 мм.
Шлифуемую деталь-кулак 10 закрепляют на верхней площадке станины прижимами 11 строго соосно со штоком, который проходит внутри кулака с шаровым шарниром 12. Шток соединен с рычагом 13 через тягу 14. Суппорт с маховичком 15 служит для подачи шлифовального круга на глубину шлифования
Тонкую вертикальную корректировку круга осуществляет гайка 16. По шлангу 17 подают жидкость в шлифовальную машинку. Паз копира соответствует по размеру пазу реставрируемой детали 10. Эксцентриситет пальца, на который насажен ролик 5, равен половине разности размеров ширины паза А и диаметра ролика.
Настраивают станок, закрепляя и выверяя деталь - кулак 10 и кронштейн с абразивным кругом, при этом ось вращения ролика 5 должна быть параллельна оси вращения абразивного круга 9. Расстояние между осями ролика 5 и абразивным кругом 9 равно расстоянию между торцами копира 4 и детали 10, а ось ролика 5 в нижнем положении должна совпасть с нижним торцом копира-эталона 4.
После настройки станка пускают в действие шлифовальную машинку 8 и, прижимая ролик 5 к левой кромке эталонного паза В, рычагом 13 сообщают всей системе возвратно-поступательное движение. При этом траектория движения ролика 5 в пространстве повторяется абразивным кругом 9. После шлифования левой кромки паза выключают шлифовальную машинку и, заметив по шкале суппорта достигнутое отклонение от 0, переводят ролик 5 эксцентриком, а абразивный круг 9 - суппортом в правое положение. Далее шлифуют правую сторону паза А детали, прижимая ролик 5 к правой кромке паза Б копира-эталона до тех пор, пока не будет получено такое же отклонение на шкале суппорта, но вправо от 0.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования краев полыхСТЕКлОиздЕлий | 1979 |
|
SU841924A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ШКАФА ХОЛОДИЛЬНИКА | 1967 |
|
SU191376A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| Станок для шлифования края стеклоизделияна ножке | 1973 |
|
SU509549A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2007 |
|
RU2364487C1 |
| КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2018 |
|
RU2697533C1 |
Вертикальный ручной копировально-шлифовальный станок, отличающийся тем, что, с целью обработки профильного паза в детали, например в кулаке, он выполнен с укрепленными на вертикальной стойке прижимами для детали и полым открытым цилиндром с поршнем, на штоке которого смонтированы суппорт абразивного круга, тяга с рычагом и ролик, входящий в паз копира, профиль которого соответствует профилю паза детали.
