По основному авт. св. №221874 известно устройство для автоматической электродуговой сварки и наплавки с систематическими короткими замыканиями дугового промежутка.
Предлагаемое устройство дает возможность, опираясь на закономерность изменения числа коротких замыканий, использовать системы экстремального регулирования для автоматического выбора и поддержания эквивалентного сопротивления сварочной цепи, соответствующего максимальному числу коротких замыканий.
Для этого в качестве источника питания использован выпрямитель с дросселем насыщения во вторичном контуре, а магнитофрикционная муфта кинематически связана с регулятором, установленным в обмотке управления дросселя насыщения.
Устройство повышает качество сварки при постоянной скорости подачи проволоки и неизменном напряжении холостого хода.
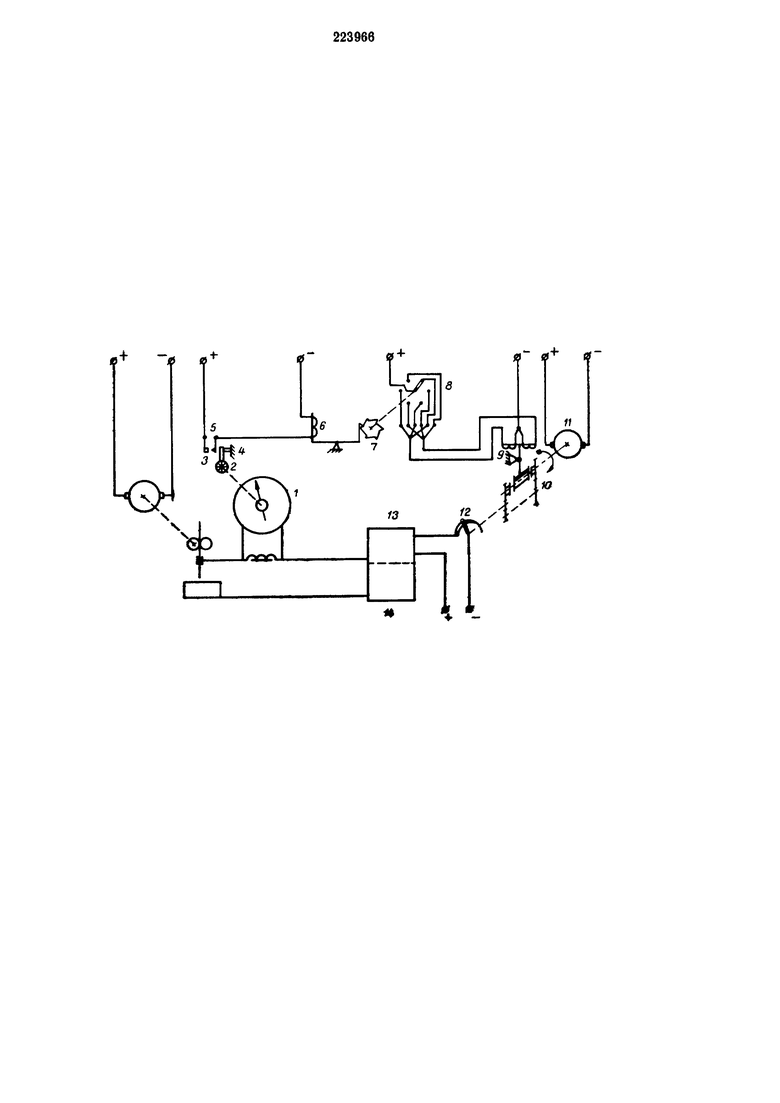
На чертеже представлена схема системы экстремального регулирования автоматической электродуговой сварки и наплавки с систематическими короткими замыканиями дугового промежутка.
Прибором 1, стрелка которого вращается вместе со звездочкой 2, измеряется число коротких замыканий. Рычаг 3 надет на звездочку и поворачивается при вращении стрелки прибора 1. Вращение рычага ограничивается упором 4 или контактом 5.
Контакт связан с электромагнитом 6, который с помощью храпового механизма 7 и контроллера 8 управляет магнитофрикционной муфтой 9 редуктора 10. Выходной вал редуктора посредством микродвигателя 11 поворачивает скользящий контакт регулятора 12. Изменение сопротивления в цепи обмотки управления дросселя насыщения 13 сварочного выпрямителя 14 вызывает изменение тока в цепи обмотки управления, а значит, и реактивного сопротивления дросселя насыщения. При изменении реактивного сопротивления дросселя насыщения изменяется эквивалентное сопротивление всей сварочной цепи.
Если число коротких замыканий дугового промежутка увеличивается, то стрелка прибора 1 перемещается вправо, поворачивая вправо звездочку 2 и рычаг 3. Рычаг 3, проскальзывая по звездочке, остается на месте, так как упор 4 не позволяет рычагу поворачиваться. Эквивалентное сопротивление сварочной цепи растет, и число коротких замыканий достигает максимума.
При перемещении стрелки прибора 1 влево рычаг 3 замыкает контакт 5 в цепи электромагнита 6. Увеличение эквивалентного сопротивления вызовет уменьшение числа коротких замыканий. Электромагнит 6 с помощью храпового механизма 7 поворачивает контроллер 8 и переключает магнитофрикционную муфту 9.
Микродвигатель поворачивает контакт регулятора 12 влево, уменьшая сопротивление в цепи обмотки управления дросселя насыщения 13. Эквивалентное сопротивление сварочной цепи уменьшается, число коротких замыканий увеличивается.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1968 |
|
SU221874A1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1987 |
|
SU1489940A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА И ИСТОЧНИК ПИТАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2220034C1 |
| ОДНОФАЗНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 2010 |
|
RU2441734C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1991 |
|
RU2018424C1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИМПУЛЬСОВ СВАРОЧНОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498885C2 |
| ОДНОФАЗНЫЙ СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ | 1992 |
|
RU2086372C1 |
| Управляемый источник питания для электродуговой сварки | 1980 |
|
SU1004038A1 |
| Дроссель сварочный | 1980 |
|
SU893442A2 |
Устройство для сварки и наплавки по авт. св. №221874, отличающееся тем, что, с целью повышения качества сварки при постоянной скорости подачи проволоки и неизменном напряжении холостого хода, в качестве источника питания использован выпрямитель с дросселем насыщения во вторичном контуре, а магнитофрикционная муфта кинематически связана с регулятором, установленным в обмотке управления дросселя насыщения, обеспечивая функциональную зависимость частоты коротких замыканий от эквивалентного сопротивления сварочной цепи.
