(54) УПРАВЛЯЕМЫЙ ИСТОЧНИК ПИТАНИЯ ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электродуговой сварки с короткими замыканиями | 1975 |
|
SU551134A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Выпрямитель для дуговой сварки с комбинированными внешними характеристиками | 1988 |
|
SU1637969A1 |
| Источник питания для механизированной дуговой сварки | 1986 |
|
SU1393563A1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1984 |
|
SU1168367A1 |
| ДАТЧИК КОРОТКИХ ЗАМЫКАНИЙ ДЛЯ ДУГОВОЙ СВАРКИ ИМПУЛЬСАМИ ТОКА И НАПРЯЖЕНИЯ В ЗАЩИТНЫХ ГАЗАХ | 1999 |
|
RU2165343C2 |
| Устройство для стабилизации скорости подачи проволоки в механизме подачи проволоки электродуговой установки | 2023 |
|
RU2832031C1 |
| Устройство для дуговой сварки с короткими замыканиями дугового промежутка | 1981 |
|
SU988486A1 |
Изобретение относится к сварке, а именно к источникам питания сварочной дуги, преимущественно для сварки плавящимся .электродом.
Известен стабилизирующий сварочный дроссель, содержащий силовую обмотку , включенную в сварочную цепь и обмотку управления, в цепь которой включено регулирующее устройство. Стабилизирующий дроссель позволяет регулировать ампли1уду импульсов тока короткого замыкания 1.
Недостатком известного дросселя является то, что он включается в , сварочную цепь и поэтому имеет большие габариты и массу. Кроме того, он не позволяет регулировать форму и длительность импульсов тока короткого замыкания.
Известен также управляемый источник питания сварочной дуги, содержащий сварочный трансформатор, тиристорный выпрямитель, включенный во вторичную J4enb сварочного трансформатора, блок напряжения дуги и блок ограничения тока, входы которвах соответственно подключены к датчикам тока и напряжения дуги, а выходы связаны со входами усилителя-сум- матора, выход которого соединен с
тиристорйым выпрямителем. Этрт управляe вaй источник питания позволяет регулировать амплитуду импульсов 5 тока короткого замыкания C2j.
Однако он не позволяет регулировать форму и длительность этих им- . пульсов.
Целью изобретения является повышение качества сварного соединейия
10 за счет взаимосвязанного регулирования сварочного тока и напряжения и регулирования формы и длительности импуль;Г;% тока. .
Поставленная цель достигается
15 тем, что в управляемый источник питания для электродуговой сварки пла вящимся электродом, содержащий тиристорный регулятор, включенный в первичную цепь сварочного выпрямите20ля, блоки напряжения дуги и ограничения тока, датчики тока и напряжения и усилитель-сумматор, при этом выход усилителя-сумматора соединен с тиристорным регулятором, первый
25 вход усилителя-сумматора через блок напряжения дуги соединен с датчиком напряжения, датчик тока соединен с блоком ограничения тока, в него введено интегро-дифференцирующее .
3D звено, при этом второй вход усилителя-сумматора через интегро-дифференцирующее звено соединен с выходом блока ограничения тока, второй вход которого соединен с датчиком напряжения, причем датчик тока соединен со вторым входом блока напряжения дуги.
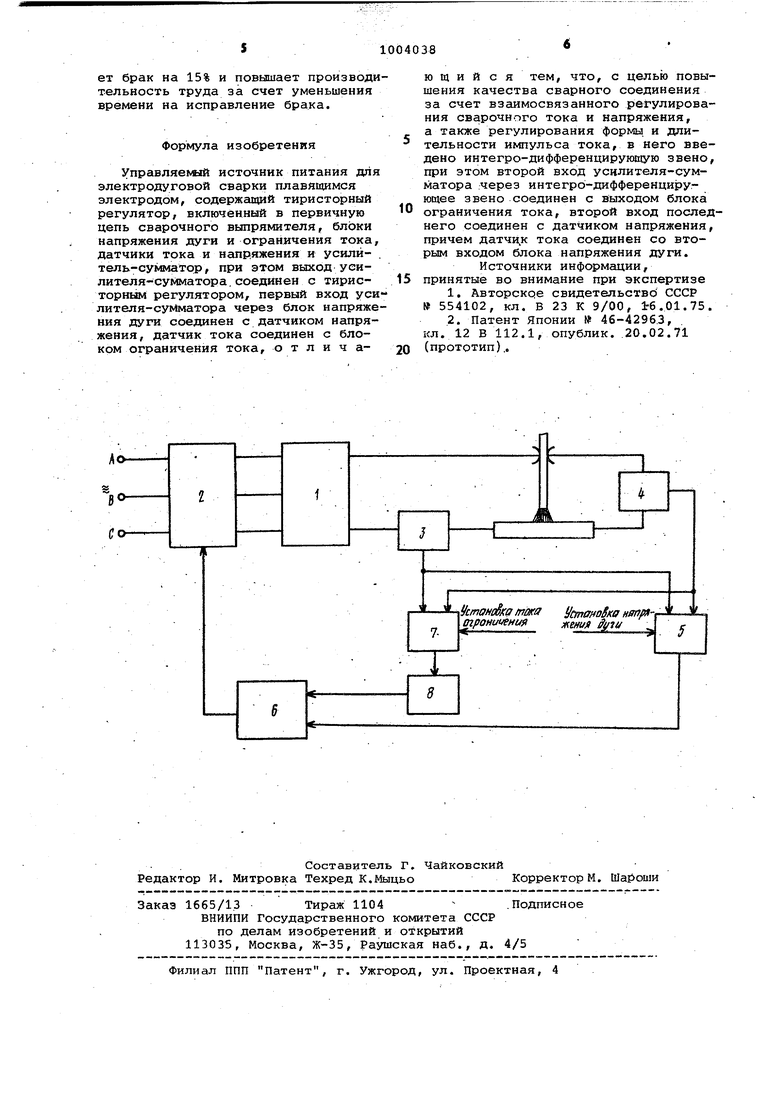
На чертеже показана блок-схема управляемого источника питания для электродуговой сварки.
i Управляемый источник питания содержит сварочный выпрямитель 1, тиристорный регулятор 2, включенный в первичную цепь сварочного выпрямителя 1, .датчики тока 3 и напряжения 4, включенныев сварочную цепь, блок управления напряжением дуги 5, входы которого подключены к датчикам тока 3 и напряжения 4, а выход - ко входу усилителя-сумматора б, блок ограничения тока 7, входы которого подключены к датчикам тока 3 и напряжения а выход - ко входу интегро-дифференцирующего звена 8, выход которого связан со входом усилителя-сумматора 6, а выход усилителя-сумматора связан с тиристорньом регулятором 2. При этом блок ограничения тока 7 и блок напряжения дуги 5 связаны с пультом управления, с которого поступают сигналы установок тока ограничения и напряжения дуги-.
Управляемый источник питания для электродуговой сварке работает следующим образом.
Леред сваркой на пульте управления устанавливают заданные значения напряжения дуги и тока ограничения. После зажигсшия дуги, если ток в сварочной цепи не превышает тока ограничения, сигнал, поступающий с датчика напряжения 4, сравнивается в блоке напряжения дуги 5 с уставкой напряжения дуги. Разность этих сигналов поступает через усилительсумматор б на тиристорньзй регулятор 2, который изменяет напряжение на дуге так, что оно равно уставке напряжения дуги. Для более точного регулирования напряжения на блок управленря напрял ением дуги 5 подается сигиал с датчика тока 3.
При коротком замыкании ток в сварочной цепи стремится превысить ток ограничения. При этом сигнал, поступающий с датчика тока 3 сравнивается в блоке -ограничения тока 7 с уставкой тока ограничения. Разность этих сигналов.поступает через интегро-дифференцирующее звено 8 на усилитель-сумматор б. Для более точного регулирования тока ограничения на блок ограничения тока 7 подается сигнал и с датчика напряжения 4.
При коротком замыкании сигнал, поступаюгдай на усилитель-сумматор 6 с блока ограничения тока 7 через
интегро-дифференцирующее звено 8, превышает сигнал, поступающий на усилитель-сумматор 6 с блока напряжения дуги 5, Поэтому управление тиристорным регулятором 2 осущест- вляется через усилитель-сумматор б и интегро-дифференцирующее звено 8.
в месте контакта электрода со сварочной ванной образуется перемычка расплавленного металла. Сварочная дуга гаснет и весь сварочный ток протекает через перемычку,. Ее размеры начинают увеличиваться за счет расплавления электродного металла сварочным током короткого замыкания. Увеличение перемычки расплавленного металла происходит дд тех по пока она не разрушается под воздействием электродинамических сил, вызываемых прохождением сварочного тока. Разрушение перемычки носит взрыв ной характер и часть электродного металла вылетает из зоны сварочной ванны. Стабильность процесса сварки нарушается.
Для повышения стабильности процесса сварки и уменьшения разбрызгивания можно использовать управление переносом электродного металла за счет регулирования формы и длительности импульсов сварочного тока при коротком замыкании. Изменяя параметры импульсов сварочного тока при коротком замыкании можно ограничить размеры перемычки и уменьшить разбрызгивание электродного металла. С -увеличением амплитуды импульса увеличивается воздействие электродинамических сил и перемычка быстрее разрушается.- Регулируя амплитуду и длительность импульсов короткого замыкания, можно подобрать оптимальный режим переноса металла. Амплитуда импульсов тока короткого замыкания зависит от уставки тока ограничения, а форма и длительность импульсов тока короткого замыкания зависит от параметров интегро-дифференцирующего звена 8. Изменение параметров интегро- дифференцирующе го звена 8 позволяет плавно и в широких пределах регулировать форму и длительность импульсов сварочного тока. Это -обеспечивает улучшение формирования шва уменьшение разбрызгивания электродного металла и,следовательно ,повышение качества сварного соединения.
Предлагаемое устройство исключает необходимость применения устройств, включаемых в сварочную цепь, и позволяет повысить качество сварного соединения за счет взаимосвязанного регулирования сварочного тока и напряжения, а также регулирования формы и длительности импульсов тока короткого замыкания. Повышение качества сварного соединения снижает брак на 15% и повышает производительность труда за счет уменьшения времени на исправление брака.
Формула изобретения
Управляемый источник питания для электродуговой сварки плавящимся электродом, содержащий тиристорный регулятор, включенный в первичную цепь сварочного выпрямителя, блоки напряжения дуги и ограничения тока, датчики тока и напряжения и усилй- . тель-сумматрр, при этом выход усилителя-сумматора, соединен с тиристоршом регулятором, первый вход уси лителя-суМматора через блок напряжения дуги соединен с датчиком напряжения , датчик тока соединен с блоком ограничения тока, отличающийся тем, что, с целью повышения качества сварного соединения за счет взаимосвязанного регулирования сварочного тока и напряжения, а также регулирования формы, и длительности импульса тока, в него введено интегро-дифференцирующую звено, при этом второй вход усилителя-сумматора .через интегро-дифференциру,ющее звено соединен с выходом блока
ограничения тока, второй вход последнего соединен с датчиком напряжения, причем датчи.к тока соединен со вторым входом блока напряжения дуги.
Источники информации, принятые во внимание при экспертизе
№ 554102, кл. В 23 К 9/00, 1-6.01.75.
(прототип),.
