Предложенное устройство относится к самоиастраивающимся системам и молсет найти применение при сварке и наплавке с систематическими короткими замыканиями дугового промежутка.
Известно, что разбрызгивание расплавленного металла и шероховатость поверхности уменьшаются с увеличением числа коротких замыканий и имеют минимум при максимальном числе коротких замыканий.
Р1звесты стройства для сварки и наплавки короткой дугой, содержашие сварочную цепь с регулируемым источником питания и сварочной головкой, а также регулируемый механиз.м подачи электродной проволоки, причем регуляторы выполнены в виде приводных движковых реостатов.
Предложенное устройство отличается от известного тем, что в сварочную цепь введен датчик частоты коротких замыканий с подключенным к нему стрелочным прибором.
Устройство снабжено системой экстремального регулирования частоты коротких замыканий дугового промежутка, выполненной в ьиде цепи обратной связи, содержащей магнитофрикционную муфту с полумуфтами правого и левого вращения, попеременно подключаемыми к объекту регулирования, и контроллер, установленный в цени питания муфты и кине.матически связанный с храповым механизмом. Последний через промежуточный электромагнит и контактное устройство связан со стрелкой регистрирующего прибора.
Магнитофрикционная муфта кинематически связана с регулятором, в качестве которого используется движковый реостат, установленный в цепи питания двигателя подачи электродной проволоки. Этим обеспечивается функциональная зависимость частоты коротких замыканий от скорости подачи электродной проволоки.
Кроме того, максимальное значение частоты коротких замыканий при сварке короткой дугой предлагается обеспечивать поддержанием оптимального значения рабочего напряжения. Для этого в качестве источника питания использован генератор постоянного тока, а Магнитофрикционная муфта кинематически связана с регулятором, установленным в
цепь обмотки возбуждения сварочного генератора.
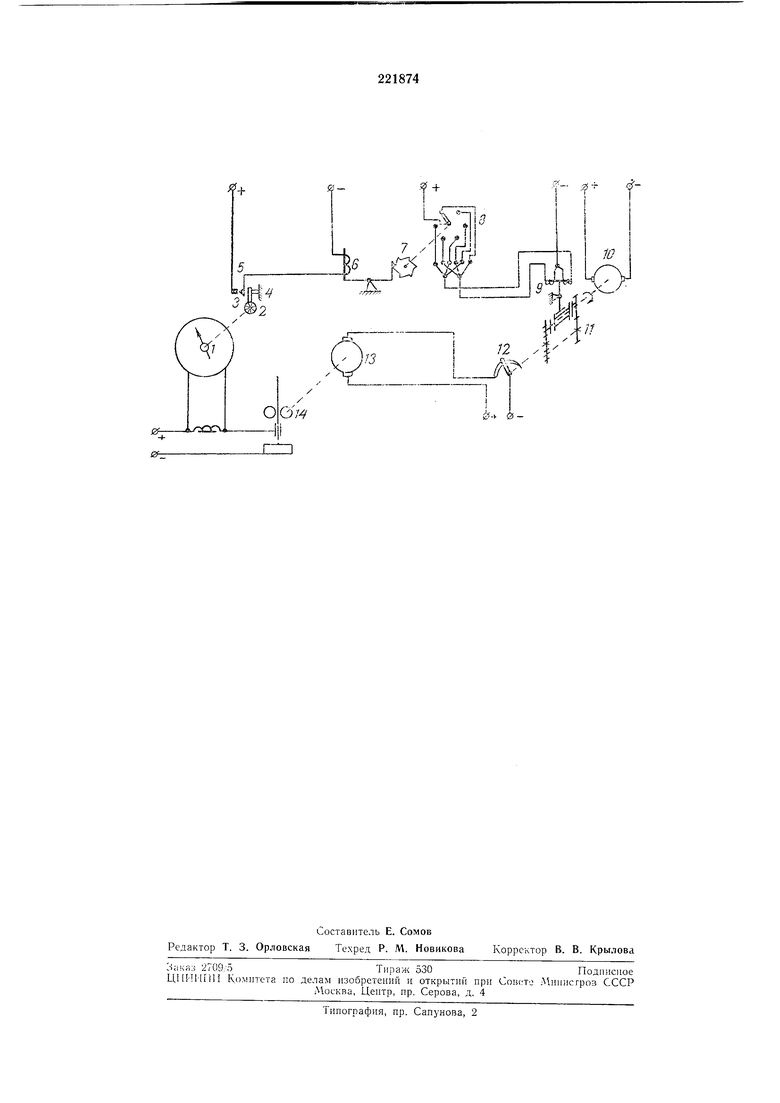
На чертеже представлена упрощенная схема устройства. Число коротких замыканий дугового промел утка измеряется прибором 1, стрелка которого вращается вместе со звездочкой 2. Па звездочку с небольшим трением надет рычаг 3, поворачивающийся при вращении стрелки прибора. Вращение рычага ограничено унок которым, рычаг останавливается, если даже стрелка прибора продолжает поворачиваться вместе со звездочкой.
Контактное устройство 5 включает электромагнит 6, который с помощью механизма 7 и контроллера 8 управляет магнитофрикционной муфтой 9 редуктора 10. Выходной вал редуктора с помощью микродвигателя // поворачивает скользящий контакт реостата 12, изменяя сопротивление, а следовательно, и ток в цепи двигателя 13 подачи электродной проволоки. При изменении тока в цепи двигателя изменяется число оборотов его якоря, а значит, изменяется число оборотов электродоподающих роликов 14 и скорость подачи присадочной проволоки .
Пусть при включении системы экстремального регзлироваяия магнитофрикционная муфта 9 оказалась в правом положении. Тогда при вращении якоря микродвигателя // по часовой стрелке будет поворачиваться контакт реостата 12 в том же направлении, увеличивая Сопротивление в цепи возбуждения электродвигателя 13. Скорость подачи электродной проволоки будет уменьщаться.
Если число коротких замыканий дугового промежутка увеличивается, то стрелка прибора перемещается вправо, поворачивая в ту же сторону звездочку 2 и рычаг 3. Последний, проскальзывая на звездочке 2, останавливается, так как упор 4 не позволяет рычагу поворачиваться. Скорость подачи электродной проволоки будет уменьшаться до тех пор, пока число коротких замыканий не достигнет максимума.
Дальнейщее уменьшение скорости подачи проволоки вызовет уменьихение числа коротких замыканий. Стрелка прибора / начнет перемещаться влево, увлекая за собой рычаг 3, который замкнет контактное устройство 5 в цепи электромагнита 6. Электромагнит повернет с помощью храпового механизма 7 контроллер 8 и переключит магнитофрикционную муфту.
Тогда микродвигатель 11 начнет поворачивать контакт реостата 12 влево, уменьщая сопротивление в цепи возбуждения электродвигателя 13. Скорость подачи электродной проволоки увеличится, в результате увеличится число коротких замыканий, и стрелка прибора / повернется вправо. Контактное устройство 5 разомкнется, электромагнит 6 и храповое устройство 7 займут исходное положение.
Если число коротких замыканий дугового промежутка в момент включения экстремального регулирования уменьшается, то стрелка
прибора / переместится влево, поворачивая в ту же сторону звездочку 2 и рычаг 3, который замкнет контактное устройство 5. Повторится процесс увеличения скорости подачи
проволоки, а значит, и коротких замыканий.
Самонастройки усгройства на оптимальный режим можно достигнуть и в том случае, когда магнитофрикционная муфта кинематически связана с регулятором, установленным з
цепи обмотки намагничивания сварочного генератора.
Предмет изобретения
5 1. Устройство для сварки и наплавки, содержащее сварочную цепь с регулируемым напряжением источника питания и сварочной головкой, а также регулируемый механизм подачи электродной проволоки, при этом регуляторы выполнены в виде приводных движковых реостатов, отличающееся тем, что. с целью повышения качества сварки за счет уменьшения разбрызгивания и сниже;шя шероховатости сварного соединения при сварке
5 короткой дугой, в сварочную цепь введен датчик частоты коротких замыканий с подключенным к нему стрелочным прибором, причем устройство снабжено системой экстремального регулирования частоты коротких замыка0 НИИ дугового нромежутка, выполненной в виде цепи обратной связи, содержащей магнитофрккционную муфту с лолумуфтами правого и левого вращения, попеременно подключаемыми к объекту регулирования, и контроллер, установленный в цепи питания муфты и кинематически связанный с храповым механизмом, который в свою очередь, через промежуточный электромагнит и контактное устройство связан со Стрелкой регистрирующего
0 прибора.
2.Устройство по п. 1, отличающееся тем, что магнитофрикционная муфта кинематически связана с регулятором, установленным в цепи питания двигателя подачи проволоки,
5 обеспечивая функциональную зависимость частоты коротких замыканий от скорости подачи электродной нроволоки.
3.Устройство по п. 1, отличающееся тем, что Б качестве источника питания использован генератор постоянного тока, а магнитофрикционная муфта кинематически связана с регулятором, установленным в цепи обмотки возбуждения генератора, обеспечивая функциональную зависимость частоты коротких
55 замыканий дугового промежутка от рабочего напряжения. Приоритет по п. 3 исчислять с 21.11.1967 г.
0iu(й

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ И НАПЛАВКИ | 1967 |
|
SU223966A2 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ СВАРКИ В АКТИВНЫХ ГАЗАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2353484C2 |
| Аппарат для автоматической дуговой сварки | 1945 |
|
SU69807A1 |
| Устройство для автоматической подачи электродной проволоки при дуговой сварке | 1939 |
|
SU57620A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ С КОМБИНИРОВАНИЕМ ЭТАПОВ МЯГКОГО И ГОРЯЧЕГО ПУСКОВ | 2010 |
|
RU2467845C2 |
| Устройство для точечной электродуговой сварки плавящимся электродом | 1989 |
|
SU1632676A1 |
| Устройство для подачи электродной проволоки при сварке плавящимся электродом | 1978 |
|
SU725837A1 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| Устройство для импульсной подачи электродной проволоки | 1988 |
|
SU1542733A1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1712095A1 |