Изобретение относитсй к области изготовления арматурных сеток.
Известны автоматические линии для сварки плоских арматурных сеток, включающие в себя бухтодержатели поперечной и продольной проволоки, механизмы правки и резки проволоки с приспособлением для отмеривания проволоки, многоэлектродную сварочную машину, механизм подачи стержней под электроды, механизмы продольной и Поперечной резки сетки и пакетировщик.
Однако прИ установке правильно-отрезного автомата для заготовки поперечных стержней из бухт с выдачей стержня непосредственно под электроды сварочной машины резко снижается ее производительность, так как правильно-отрезные автоматы имеют скорость правки 30-60 jH/MUH, а многоэлектродная сварочная машина рассчитана на ввод стержня со скоростью 400-500 м/мин. При этом цикл сварки одного шага сетки шириной 3,8 м увеличивается с 3-4 до 6--8 сек, т. е. вдвое.
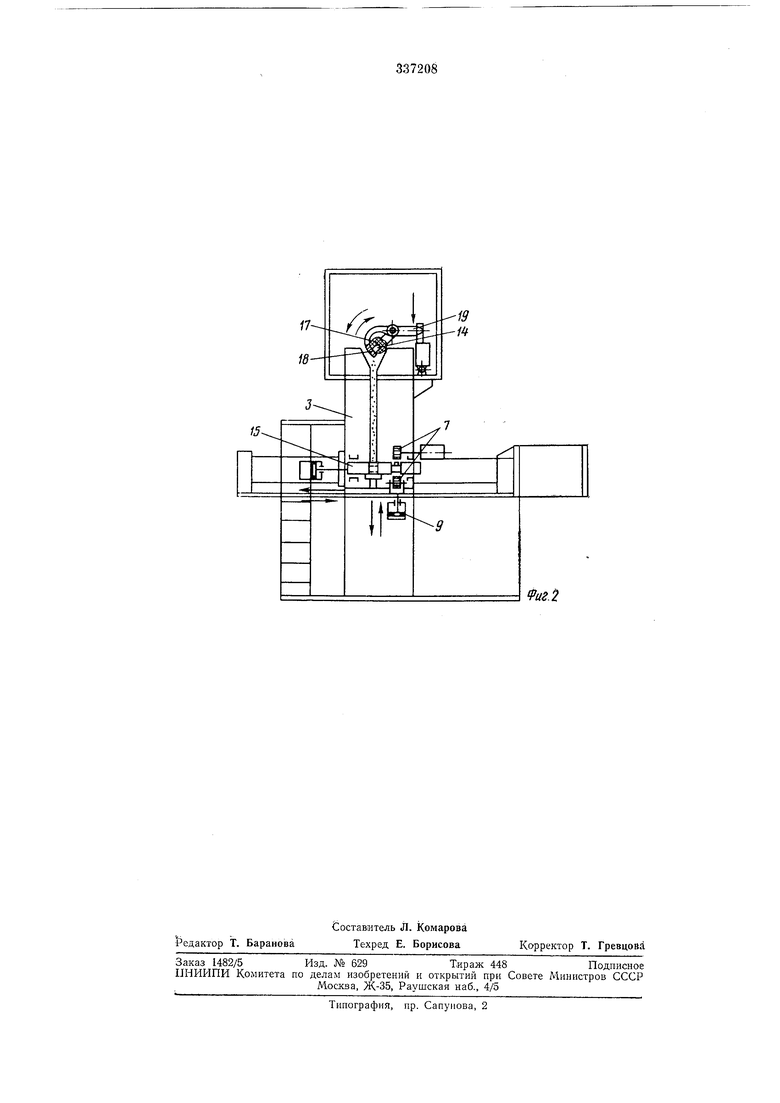
С целью повышения производительности при изготовлении сеток разной ширины и сокращения производственных площадей, предлагаемая линия оснащена промежуточным бункером-накопителем поперечных стержней, размещенным сбоку от сварочной машины и совмещенным с приспособлением для отмеривания поперечных стержней, расположенным в верхйей части бункера, а также с механизмом подачи указанных стержней под электроды, рас положенным в нижней части бункера. На фиг. 1 показана предлагаемая линия н
плане; на фиг. 2-бункер-накопитель, поперечный разрез.
Линия включает в себя многоэлектродную сварочную машину / механизм 2 правки и резки, бункер-накопитель 3 поперечных стержней, групповой бухтодержатель 4 продольной и поперечной проволоки, механизм 5 продольной резки сетки, механизм 6 поперечной резки и пакетировщик 7.
Механизм 2. правки и резки размещен над сварочной машиной / так, что его ножницы 8 и быстродействующий механизм 9 подачи поперечных стержней под электроды машины / примыкают к одному торцу расположенного за
ними бункера-накопителя 3 поперечных стержней. На другом торце последнего размещено приспособление 10 для отмеривания поперечных стержней с упором //, установленным с возможностью перемещения вдоль канала
сбрасывающего устройства 12, с целью регулирования длины поперечного стержня. Линия работает следующим образом. Бухты с проволокой устанавливают на бухтодержатель 4. Концы продольных проволок
машины 1, а проволоки для поперечных стержней 14-через механизм правки и резки.
При обычном автоматическом цикле бункернакопитель заполнен поперечным-и стержнями отмеренной длины до верхнего автоматического указателя уровня. В процессе автоматического выполнения сварочного цикла нижний стержень из бункера-накопителя 3 подается при помощи подающего щтока 15 и приводных роликов 16 механизма 9 под электроды сварочной мащины 1, после чего производится сварка поперечного стержня 14 с продольными проволоками 13 и автоматическое смещение свариваемой сетки на один шаг. Затем цикл повторяется.
При уменьшении запаса поперечных стержней в бункере-накопителе 3 до нижнего уровня включается механизм 2 и заполняет его стержнями до верхнего уровня. При этом в каждом цикле заготовки стержней проволока правится и поступает в канал сбрасывающего устройства, образованный планками 17 п 18, до упора 11. Затем ножницы 8 отрезают стержень нужной длины. Нажимая на рычаг 19, поворачивают планку 18, и отрезанный пруток проваливается вниз в бункер-накопитель.
После приварки определенного количества поперечных стержней сетка режется поперек механизмом 6 и при необходимости разрезается механизмом 5 вдоль, затем складывается в пакет пакетировщиком 7.
Предмет изобретения
Автоматическая линия для сварки плоских -арматурных сеток, включающая в себя бухтодержатели поперечной и продольной проволок, механизмы правки и резки проволоки с приспособлением для отмеривания проволоки, многоэлектродную сварочную машину, механизм подачи стержней под электроды, механиз.мы продольной и поперечной резки сетки и пакетировщик, отличающаяся тем, что, с целью повыщения производительности при изготовлении сеток разной ширины и сокращения производственной площади, линия оснащена
промежуточным бункером-накопителем поперечных стержней, смонтированным сбоку от сварочной мащины, приспособление для отмеривания поперечных стержней расположен в верхней части бункера, а механизм подачи их
под электроды расположен в нижней его части.

| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| Автоматическая линия для изготовления решетчатого полотна | 1978 |
|
SU715292A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ КОВРОВ | 2023 |
|
RU2809935C1 |
| МЕХАНИЗМ ПОДАЧИ ПОПЕРЕЧНОЙ ПРОВОЛОКИ | 1972 |
|
SU334001A1 |
| Машина для контактной сварки арматурных сеток | 1972 |
|
SU460136A1 |
| Автоматическая многоэлектродная машина для сварки плоских сеток | 1991 |
|
SU1797542A3 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1138276A1 |
9иг.
