Изобретение относится к контактной сварке, в частности к производству плоских сеток из проволоки ⊘2-4 мм на многоэлектродных сварочных машинах.
Известно устройство (1) для контактной точечной сварки решеток из стержней гладкого профиля мерной длины, содержащее загрузочные устройства для подачи продольных и поперечных проволок, сварочные электроды. Подача поперечных стержней осуществляется из бункера в ложементы бесконечного цепного транспортера. Поштучное отсечение стержней осуществляется выступающими пластинами цепного транспортера.
Недостаток устройства состоит в том, что тонкая проволока, опирающаяся своими концами на ложементы цепи, в силу гибкости провисает, что не обеспечивает получение изделий высокого качества.
Известна машина для изготовления решеток (2), содержащая механизм подачи продольных проволок, механизм подачи поперечных проволок, верхние и нижние электродные блоки, систему управления.
Поперечная проволока подается из бухт и позиционируется в двух зажимных устройствах, расположенных по краям сеточного полотна. Оба зажимных устройства или одно из них могут перемещаться в случае необходимости перенастройки ширины свариваемой сетки. Для исключения провисания проволоки между зажимными устройствами установлены в ряд несколько одинаковых блоков, каждый из которых имеет неподвижное основание и откидывающуюся подпружиненную пластину, а между ними в ложементах проходит поперечная проволока. После того как проволока заправлена, она отрезается ножами от бухты и переносится механизмами на позицию сварки. При этом для исключения провисания проволоки в процессе транспортирования предусматриваются механические прижимы.
Таким образом, точность ориентирования и укладки поперечной проволоки относительно продольной определяется работой всей кинематической цепочки. Сварочная машина известной австрийской фирмы “EVG”, безусловно, выпускает сетку высокого качества, однако в техническом смысле машина очень сложная, при этом у этой машины есть свои недостатки, заключающиеся в том, что в силу жесткости ее конструкции ограничен ряд размеров поперечных шагов и поэтому невозможно их регулирование в широком диапазоне.
Известна линия для изготовления арматурных сеток (3), на которой можно варить в автоматическом режиме как арматурную сетку, так и кладочную сетку двумя каналами. Линия включает механизмы пошаговой подачи продольной проволоки, сварочные электроды, механизмы подачи поперечной проволоки из бухт. Поперечная проволока удерживается захватами, смонтированными на тележке, совершающей возвратно-поступательное перемещение. Ориентирование поперечной проволоки осуществляется следующим образом. Проволока пропускается через матрицу и на большой скорости проходит ряд направляющих, выполненных в виде “лампочки”, причем одна из удерживающих сторон подпружинена.
Как видим, базой ориентирования тонкой проволоки является любая из сторон “усиков”, закрепленных в фиксаторе, причем одна из сторон подпружинена в направлении хода продольной проволоки. При опускании коромысла, несущего верхние электроды, происходит качание коромысла в шарнирном соединении, при этом верхние электроды не одновременно касаются сварочной проволоки в силу перекоса плеч, это приводит к отжиму поперечной проволоки в одну из сторон, причем не всегда к одной стороне “усиков”, что может вызвать волнообразное положение поперечной проволоки относительно линии сварки. Кроме того, “усики” фиксатора в высокопроизводительных машинах достаточно быстро изнашиваются при наличии сухого трения металлических поверхностей. Таким образом, данное устройство достаточно сложное, но получить сетку с точными геометрическими размерами ячейки невозможно, а следовательно, невозможно получить изделия высокого качества.
Наиболее близким аналогом, выбранным в качестве прототипа, является (4) устройство для непрерывного изготовления плоских арматурных сеток. Устройство содержит верхние и нижние роликовые электроды. Нижний роликовый электрод снабжен электромагнитом. Устройство содержит механизм пошаговой подачи продольной проволоки, механизм поштучной подачи поперечной проволоки и систему управления. Поперечная арматура подается через направляющую фильеру и упирается в упоры-фиксаторы. Механизмы захвата, фиксации и отрезки последовательно обрабатывают арматуру и, далее стержень сбрасывается на наклонный лоток, по которому накатывается на нижний роликовый электрод, снабженный электрическим магнитом. Стержень прилипает к цилиндрической поверхности нижнего роликового электрода и под действием магнитных сил переносится в зону сварки под продольные стержни. Поперечный шаг сетки может регулироваться путем изменения скорости вращения нижнего сварочного ролика. Вышеописанное устройство содержит магнитное устройство и предназначено для сварки арматуры. Однако использовать его для сварки сетки из тонкой проволоки невозможно, т.к. при скатывании ее по наклонному лотку в силу малого веса проволоки и ее гибкости она будет прилипать и произвольно ориентироваться на цилиндрической поверхности нижнего ролика, поэтому изготовить сетку хорошего качества невозможно.
Благодаря предлагаемому устройству авторы получили новый технический результат, заключающийся в упрощении конструкции и повышении качества сетки из проволоки ⊘2-4 мм.
Указанные задачи взаимосвязаны, их удалось решить за счет того, что в известное устройство для непрерывного изготовления плоских сеток, преимущественно из проволоки малого диаметра, содержащее установленные на основании сварочной машины нижние и верхние электродные блоки, механизм пошаговой подачи продольной проволоки, механизм поштучной подачи поперечной проволоки, снабженный магнитом, и систему управления, в котором механизм поштучной подачи поперечной проволоки выполнен в виде вновь введенных узлов питателя для поштучного отделения проволоки и магнитного ловителя для удерживания и ориентирования поперечной проволоки, которые жестко установлены на основании по разные стороны от нижних сварочных электродов, при этом питатель включает бункер для проволок, который соединен с входом щелеобразного направляющего канала, у выхода последнего установлен отсекатель проволоки в виде шибера, который соединен с пневмоцилиндром, а магнитный ловитель выполнен в виде магнитных блоков, которые закреплены в пазах на общем кронштейне, при этом каждый блок включает постоянный магнит, противоположные грани которого охвачены магнитопроводом, а полюса магнитопровода выполнены в виде пластин, при этом вертикальные торцевые поверхности полюсов установлены в один ряд на линии сварки и размещены между нижними электродами.
Дополнительно в устройстве на концах полюсов жестко закреплены пластины из твердосплавного материала для повышения прочности магнитопровода.
В отличие от прототипа, авторы вводят:
во-первых, новые конструктивные узлы, такие как питатель и магнитный ловитель, которые тесно взаимосвязаны друг с другом;
во-вторых, предложено новое взаимное расположение введенных узлов относительно нижних сварочных электродов;
в-третьих, введено новое расположение магнитных полюсов относительно линии сварки.
Питатель позволяет выделить поштучно из пучка тонкую гибкую проволоку, а установленный напротив выходного канала магнитный ловитель базирует и ориентирует над нижними сварочными электродами поперечную проволоку по линии сварки.
По сравнению с аналогами авторами получен более высокий технический эффект, заключающийся в точном ориентировании поперечных проволок относительно продольных при сварке сетки из проволоки ⊘2-4 мм на многоэлектродных сварочных машинах.
При этом совокупность существенных признаков находится в причинно-следственной связи с техническим результатом, который заключается в упрощении конструкции и повышении качества свариваемой сетки.
По мнению авторов, особый интерес предлагаемое устройство может вызвать у производителей высококачественной сетки из тонкой проволоки ⊘2-4 мм, предназначенной для производства элитных изделий, где требуется точная геометрия ячеек, определяющая высокое качество продукции. Такая сетка пригодна для торгового оборудования, фурнитуры из проволоки в мебельной промышленности, в частности всевозможные стойки для шкафов-купе.
Перечень фигур:
на фиг.1 изображен общий вид устройства для непрерывного изготовления плоских сеток;
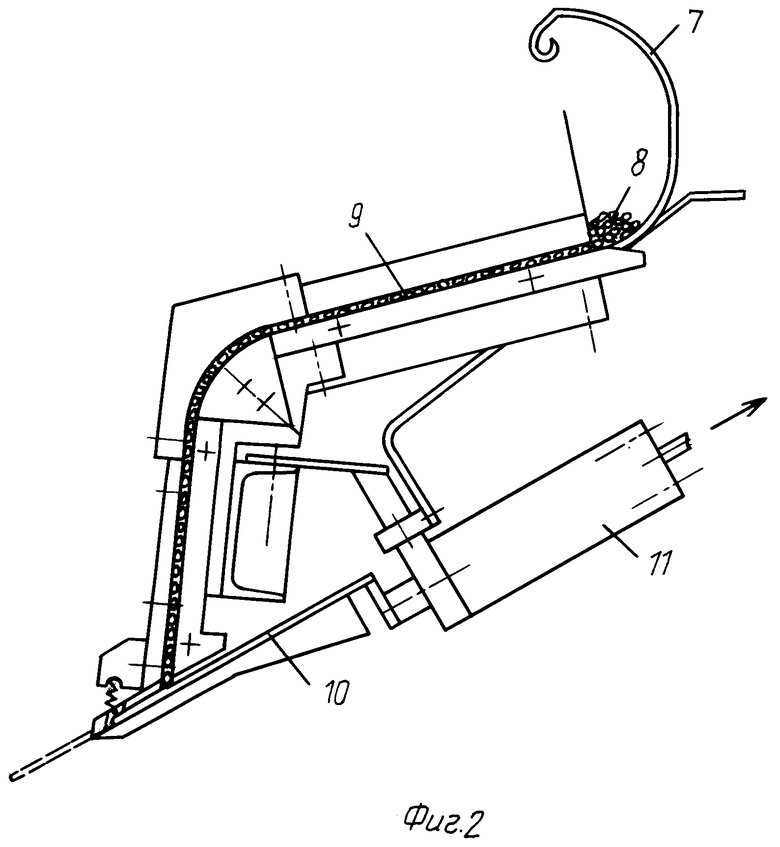
на фиг.2 изображен питатель;
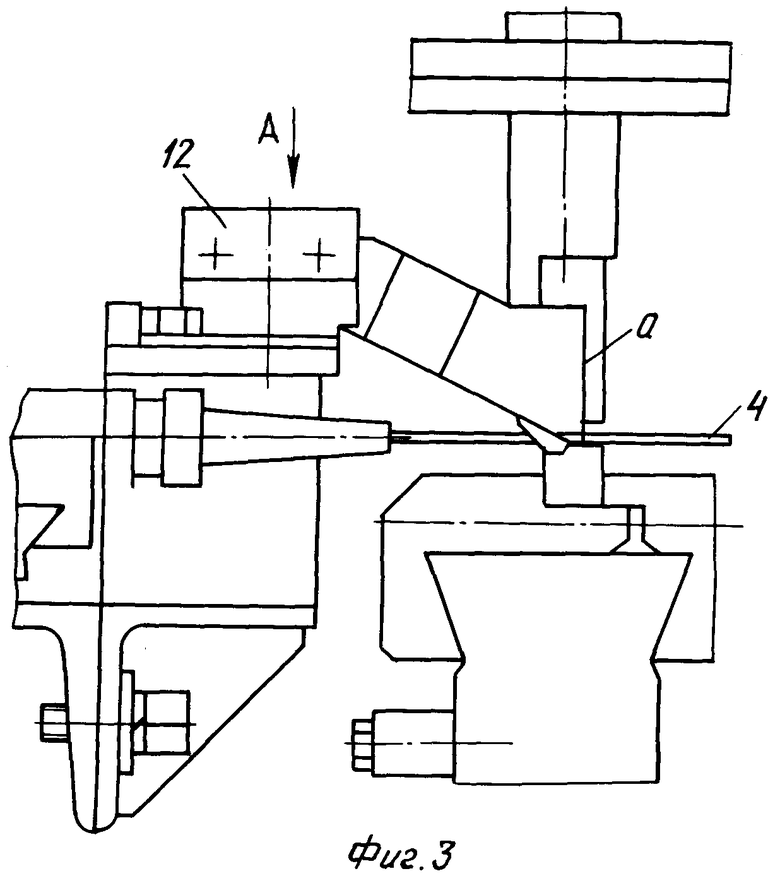
на фиг.3 изображен магнитный ловитель, вид I на фиг.1, увеличено;
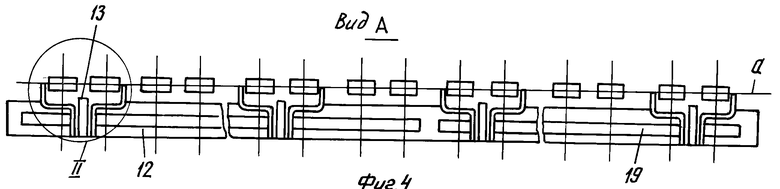
на фиг.4 - вид А на фиг.3 на магнитный ловитель;
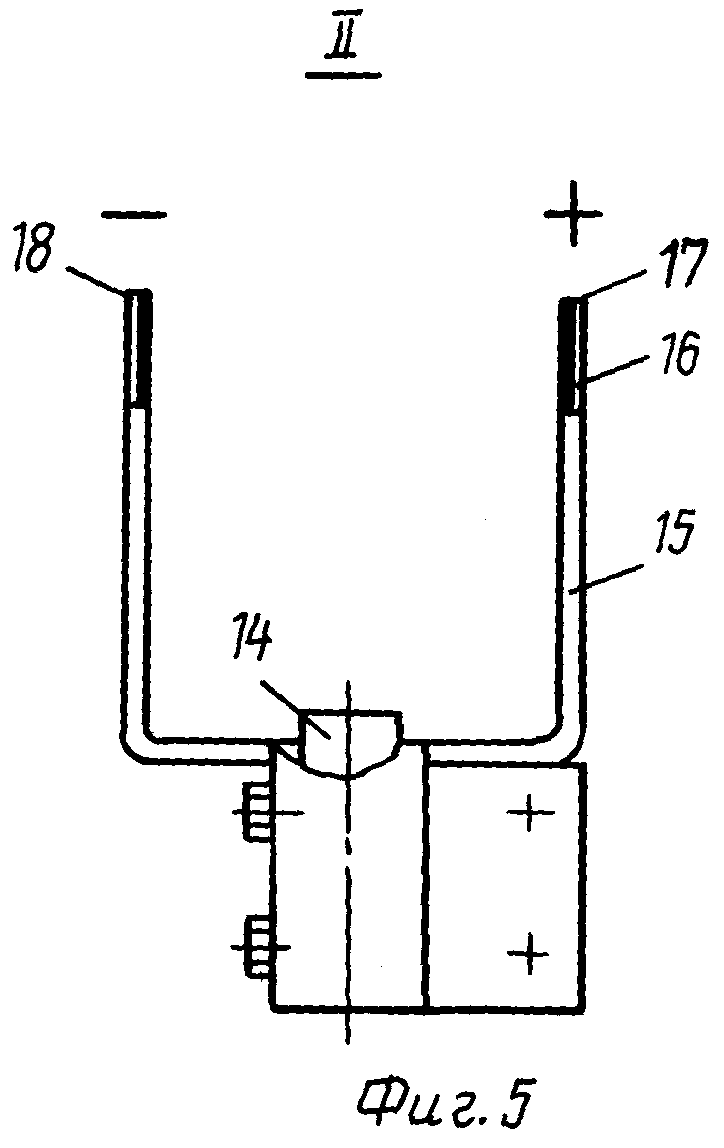
на фиг.5 - вид II, магнитный блок на фиг.4, увеличено.
Устройство содержит установленные на основании 1 (фиг.1) многоэлектродной сварочной машины нижние 2 и верхние 3 электродные блоки. Механизм пошаговой подачи продольной проволоки 4. Механизм поштучной выдачи поперечной проволоки включает питатель 5 и магнитный ловитель 6, которые жестко закреплены на основании 1 по разные стороны от нижних сварочных электродов 2. Питатель (фиг.2) включает бункер 7 для поперечной проволоки 8, соединенный с щелеобразным направляющим каналом 9, на конце которого установлен закрепленный на основании отсекатель 10, совершающий возвратно-поступательное перемещение под воздействием пневмоцилиндра 11. Магнитный ловитель (фиг.3) включает кронштейн 12, на котором закреплены магнитные блоки 13 (фиг.4). Каждый магнитный блок включает постоянный магнит 14 (фиг.5), противоположные грани которого охвачены магнитопроводом 15 из магнитопроводящего материала. Полюса 16 магнитопровода выполнены в виде пластин, и на их концах жестко закреплены упрочняющие пластины из твердосплавного материала. Вертикальные торцевые поверхности 18 магнитных полюсов установлены в один ряд “а” (фиг.4) по линии сварки. Магнитные блоки имеют возможность перемещения в пазах 19 кронштейна 12.
Устройство работает следующим образом. В бункере 7 находятся отрихтованные проволоки 8, которые под действием вибрации сварочной машины перемещаются от входного к выходному отверстию щелеобразного направляющего канала 9. Нижняя проволока выбивается отсекателем 10, совершающим возвратно-поступательное перемещение под воздействием пневмоцилиндра 11, ход которого согласован с рабочим сварочным циклом. Далее проволока “вылетает” из выходного отверстия щелеобразного канала и под действием магнитных сил закрепляется на линии “а”, образованной вертикально расположенными торцами 18 магнитных полюсов 16. Такая конструкция магнитного ловителя исключает все перемещения проволоки за исключением вертикального. В данном случае не обязателен, но возможен небольшой наклон поперечной проволоки относительно горизонтальной оси. Магнитные блоки 13 крепятся в пазах 19 кронштейна 12, их полюса могут быть установлены как между парами нижних электродов 2, так и охватывать их.
Таким образом, тонкая поперечная проволока удерживается и ориентируется по линии сварки “а”. Далее поперечная проволока перемещается электродами вниз на продольную проволоку в соответствии со сварочным циклом.
Как видим, введенные новые узлы и их взаимосвязь, а также взаимное расположение относительно нижних сварочных электродов позволили авторам создать простое в техническом смысле, очень надежное, высокопроизводительное устройство по выпуску качественной сетки.
Кроме элитных изделий, возможно использование предлагаемого устройства для производства широко применяемой в строительстве кладочной сетки, которая изготавливается из проволоки ⊘2-4 мм.
В данном случае не так важно высокое качество геометрии ячейки, но при массовом производстве требуется высокая надежность и производительность устройства, что обеспечивается предложенным решением.
Устройство опробовано на многоэлектродных машинах, изготовленных предприятием ЗАО “Научно-Производственный центр “ИМЭП” и поставляемых заказчикам в России и странах СНГ. Устройство показало надежную работу и производительность при производстве высококачественной сетки для элитной продукции, а также кладочной сетки. Производительность при производстве кладочной сетки с ячейкой 50×50 мм достигает до 180 м/ч при ширине полотна до 1000 мм.
Дополнительным техническим эффектом является следующее:
во-первых, предлагаемое устройство легко встраивается в автоматическую линию и обеспечивает в 1,5 раза большую производительность, чем в известных сварочных линиях, при высоком качестве сетки;
во-вторых, использование магнитного поля в ловителе заменяет сложные кинематические цепочки, существующие в известных устройствах, и позволяет легко производить перенастройку поперечной шага сетки в широком диапазоне размеров;
в-третьих, предлагаемое устройство позволяет выпускать сетку в 2 ручья, для чего на станине сварочной машины параллельно устанавливаются 2 механизма поштучной подачи поперечной проволоки.
Список используемой литературы
1. А.С. №1743763, В 23 К 11/10 //В 23 К 101:22, заявлено 06.10.89, опубликовано 30.06.92. Устройство для контактной точечной сварки решеток.
2. Патент РФ №2008155, В 23 К 11/00, заявлено 23.01.91, опубликовано 28.02.94. Машина для изготовления решеток.
3. Патент РФ №2051774, В 23 К 11/10 //В 23 К 101:22, заявлено 02.07.90, опубликовано 10.01.96. Линия для изготовления арматурных сеток.
4. А.С. №1622100, В 23 К 11/10, заявлено 09.02.89, опубл. 23.01.91. Устройство для непрерывного изготовления плоских арматурных сеток.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2007 |
|
RU2376115C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2011 |
|
RU2486040C2 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНОЙ СЕТКИ | 2024 |
|
RU2839211C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ | 2003 |
|
RU2246387C1 |
| Автоматическая линия для сварки сеток | 1973 |
|
SU457564A1 |
| СПОСОБ СБОРКИ ПРОСТРАНСТВЕННЫХ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ, МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1985 |
|
RU2012433C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170164C1 |
| МНОГОТОЧЕЧНАЯ КОНТАКТНАЯ СВАРКА АРМАТУРНЫХ СЕТОК | 2000 |
|
RU2170163C1 |
| МАШИНА КОНТАКТНОЙ РЕЛЬЕФНОЙ СВАРКИ | 2012 |
|
RU2500511C2 |
Изобретение относится к контактной сварке, в частности к оборудованию для непрерывного изготовления плоских сеток, преимущественно из проволоки ⊘2-4 мм. Устройство содержит установленные на основании сварочной машины верхние и нижние электродные блоки с электродами, механизм пошаговой подачи продольной проволоки, механизм поштучной подачи поперечной проволоки, систему управления. Механизм поштучной подачи поперечной проволоки содержит узлы питателя и магнитного ловителя, жестко установленные на основании по разные стороны от нижних электродов. Питатель содержит бункер для поперечных проволок, который соединен с входом щелеобразного направляющего канала. У выхода указанного канала установлен отсекатель проволоки в виде шибера, соединенный с пневмоцилиндром. Магнитный ловитель выполнен в виде магнитных блоков, закрепленных в пазах на общем кронштейне. Каждый магнитный блок содержит постоянный магнит, противоположные грани которого охвачены магнитопроводом, а полюса магнитопровода выполнены в виде пластин. Вертикальные торцовые поверхности указанных пластин установлены в один ряд на линии сварки и размещены между нижними электродами. Использование устройства позволяет упростить конструкцию и повысить качество выпускаемой плоской сетки. 1 з.п. ф-лы, 5 ил.

| JP 9216032 А, 19.08.1997 | |||
| Устройство для непрерывного изготовления плоских арматурных сеток | 1989 |
|
SU1622100A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТОК | 1991 |
|
RU2008155C1 |
| RU 2051774 С1, 10.01.1996 | |||
| Устройство для контактной точечной сварки решеток | 1989 |
|
SU1743763A1 |
| Линия для сварки арматурных сеток | 1985 |
|
SU1326413A1 |
| Устройство для сварки арматурных сеток | 1988 |
|
SU1516278A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |

