Известны расточные оправки, выполненные сборными из нескольких предварительно напряженных элементов.
Предлагаемый способ повышения виброустойчивости расточной оправки, состоящей из нескольких предварительно напряженных элементов, повышает частоту собственных колебаний оправки, для чего напряженное состояние ее элементов создают путем приложения к ним постоянного усилия в направлении, перпендикулярном направлению действия возмущающей силы.
Величину прилагаемого усилия выбирают близкой, например, 0,8-0,9 значения эйлеровой критической силы, рассчитываемой для данной оправки.
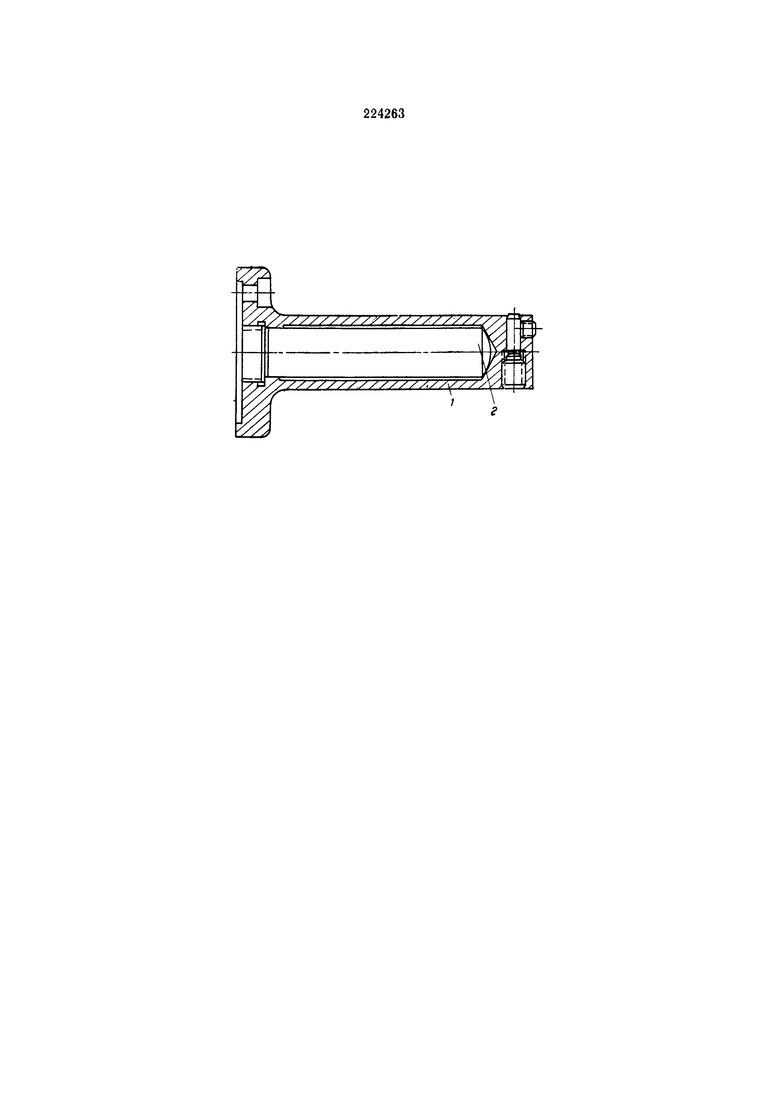
На чертеже изображена оправка (один из вариантов), виброустойчивость которой повышена по данному способу.
Корпус 1 оправки при сборке сообщается предварительно напряженное состояние, например, продольного растяжения с помощью дополнительного элемента 2.
Напряжение, сообщаемое корпусу оправки, таково, что вызывает явление наклепа. Величина прилагаемого усилия выбирается близкой, например, 0,8-0,9 значения эйлеровой критической силы, рассчитываемой для данной оправки.
При изгибных либо крутильных колебаниях в местах контакта корпуса оправки с деталями возникают дополнительные силы трения, рассеивающие энергию указанных колебаний.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения виброустойчивости расточной оправки | 1977 |
|
SU656746A2 |
| Способ повышения виброустойчивости расточной оправки | 1977 |
|
SU617176A2 |
| Способ повышения виброустойчивости расточной оправки | 1979 |
|
SU774821A2 |
| Расточная оправка | 1978 |
|
SU852451A1 |
| Способ точения и устройство для его осуществления | 1974 |
|
SU603501A1 |
| Расточная оправка | 1980 |
|
SU865542A1 |
| Инструментальная оправка с повышенной жесткостью и виброустойчивостью | 2021 |
|
RU2777079C1 |
| Расточная оправка | 1986 |
|
SU1366305A1 |
| Расточная оправка | 1985 |
|
SU1284718A1 |
| Виброустойчивая расточная оправка | 1977 |
|
SU778942A1 |
1. Способ повышения виброустойчивости расточной оправки, выполненной сборной из нескольких предварительно напряженных элементов, отличающийся тем, что, с целью повышения частоты собственных колебаний оправки, напряженное состояние ее элементов создают путем приложения к ним постоянного усилия в направлении, перпендикулярном направлению действия возмущающей силы.
2. Способ по п. 1, отличающийся тем, что величину прилагаемого усилия выбирают близкой, например, 0,8-0,9 значения эйлеровой критической силы, рассчитываемой для данной оправки.
