Изобретение относится к машинам для формования неирерывпого полотна волокнистого материала и может найти применение в неллЮоТозно-бумажиой промышленности.
Пзвестиы подобные машины, вкл10чаюш,пе камеру для суспензии волокна, всасываюш1ие короба и формующую клинообразную камеру, образованную верхней и нижней сетками, неремеш,аемыми ио оиорныл поверхностям всасывающих коробов, и боковыми плитами; входной конец формующей камеры соединен с отверстием в нередней стенке камеры для суспензии. Однако такие имеют формующую камеру определенной формы и размера, что ограничивает область их прнмеиения, а также в конструктивных особенностей ие ирисиособлены для формования полотна волокнистого материала из нескольких слоев волокон различного типа.
В предлагаемой .машине предусмотрена возможиость обеспечен; необходнмой формы и размера формующей камеры и формовання иолотиа волокнистого материала из нескольких слоев волокон различного тииа. Это достигается тем, что верхняя опорная поверхность всасываюни х коробов и верхняя часть передней стеики камеры для суспензии волокна соединены дугообразной стенкой и образуют совместно с всасывающими коробами, шарнирно связанными и закрепленнымн между
сооои в осевом наираБЛС1- ии, иодвпжиое устройство, перемещаемое в вертикальном иаиравлеиин посредстгюм механизма перемещения. Камера для суснонзии выполнена с внутренними ИЛ11ТОЧИЫЛГГ1 иерсгородками, иараллельными дугообразио стенке, причем выходные ко;п;ы каналов входят в формующую кзмеру машины.
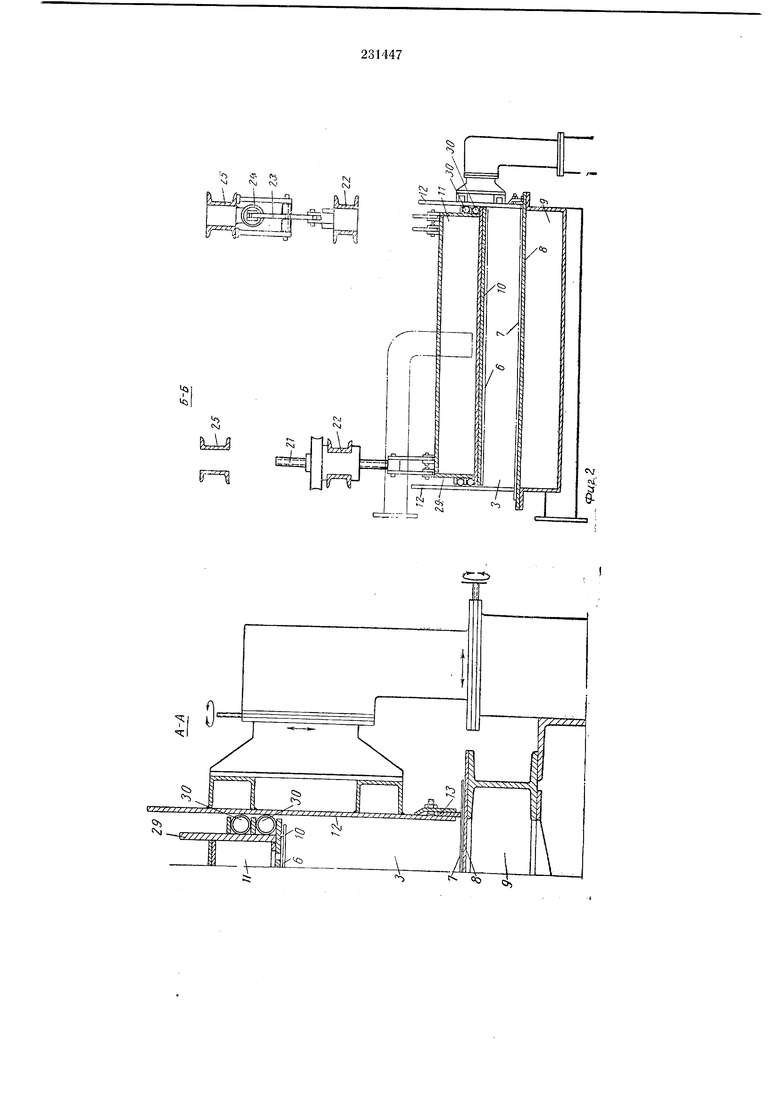
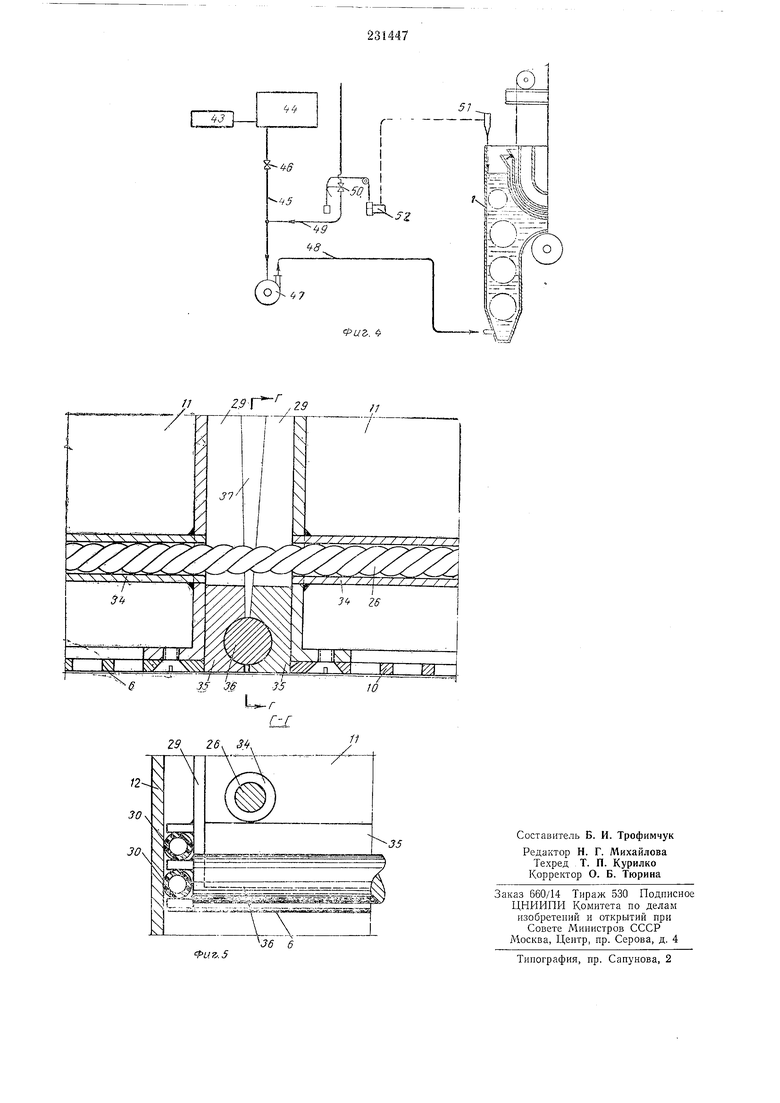
На фиг. 1 схематически изображена описываемая машина для формования непрерывного полотна волокнистого материала в продольном разрезе; на фиг. 2 - разрезы по .4-А и Б-Б на фиг. 1; на фнг. 3 - камера для суспензии и входной коней фор.л1у1ощей камеры, частипиый вид в разрезе; на фиг. 4- схема соед1шеи П1 для обеснечення нодачи суспензии волокна и регулирования ее свойств в соответствии с уровнем волокиа в камере; на фиг. 5 - сосдинеине верхних всасывающих коробов, частичныГ вид в разрезе.
Предлагаемая машииа содержг.т камеру 1 для суснензни волокг.а 1 неносредственио иоетуиающей в патрдбок или клинообразную формующую камеру 3, в которой сусиснзия преобразуется в ;1еирерывньп1 волокнистый листовой iaтcpиaл -/, или так называемый влажны листово ; материал. В камере / установлены враш.ающиеся мешалки 5. Камеры / и 3 между верхней проволочной сеткой 6 н
нижней такой же сеткой / образуют систему сообщающихся сосудов.
Формующая камера 3 ограничена иижиими плнточнымн деталями 6 с нижележащими всасывающимн коробами 9, а так/1;е верхнимн плиточными деталями 1G с вышележащими всасывающими коробами 11. Плиточные детали 8 и 10 являются опорами для проволочных сеток 6 и 7. Эти детали плотно скренлеиы с двумя боковыми плитами 12, расположенными с каждой боковой стороны сеток 5 и 7. Уплотнение между плиточными деталями и боковыми нлитами 12 выиол11ено иосредством уилотняющих прокладок 13 обычным образо.м.
Для того чтобы нрисоединить камеру 3 к камере 1, плиточная деталь 10 самого передиего всасывающего короба 14 удлинена па участке его входного конца и соедгнгена дугообразно нзогнутой угловой стеикой 15 с верхней частью /6 передней вертикальной стенки камеры /. Эта часть 16 указанной стенкн вынолнена подвижной вместе с всасывающим коробом 14 и нлотно установлена между двумя иротивоноложными боковыми стенками 17 камеры /, тогда как нижняя часть 18 передней стенки камеры 1 жестко соединена с боковыми стенками 17 этой камеры. Боковые плиты 12 соединены с выстунающими боковыми стенками 19 камеры 1. Уровень суспензии волокна 2 в камере / может свободно подниматься и опускаться, но его следует поддерживать постоянным в процессе работы машины.
Верхние всасывающие короба // и 14 поддерживаются на месте посредством звеньев 20, которые присоединены к винтам 21 или иным подобным регулируемым в вертикальном направленни деталям, закрепленным на параллельных брусьях 22. В свою очередь брусья 22 нодвешеиы на рычагах 23, приБодимых в действие вспомогательными пневматическими двигателями 24, закрепленными на неподвижных рамных брусьях 25 и образующими упругие стонорные детали, когда верхние всасывающие короба 11 и 14 смещаются вверх суспензией волокна, протекающей через формующую камеру в процессе работы машины. В нерабочем состоянии машины устройство, образуемое всасывающими коробами 11 и 14, плотно прижатыми один к другому протянутыми проволоками 26, удерживается на месте передними фиксаторами 27 и задними фиксаторами 28. При запуске машги1ы короба 11 и 14 иодиимаются суснензией волокна вверх до уровня, определяемого двигателями 24.
Между боковыми стенками 29 всасывающих коробов и боковыми плитаАМи 12 проложены уплотняющие гибкие трубки (шланги) 30. Боковые стенки самого нереднего всасывающего короба 14 нростираются вверх, образуя концевые части 31 против боковых сторон простирающейся вверх части 16 стенки камеры /. Эти концевые части 31 снабжены скобами (проушинами) с штифтами 32, которые скользят в вертикальных, в основном, прорезях. или пазах 33 в боковых стенках 19 кал1е)ы /. Посредством указанных штнфтов 32 нредунреждается воз: южность продольного нереме5 щении ycTpoiiCTBH, образуемого верхними всасывающими короба.ди 11, удерживаемыми илотио при кат1г1ми одни к другому посредством проволок 26, иод воздейстьием иротекающей сусиензин волокиа.
0 Всасывающие короба // и 14 снабжены нродольнымн трубками 34, которые нроходят с уплотнением сквозь короба и образуют собой ианравляющне для проволок 26. Па краях ни кнего конца всасывающих коробов расположены иодшипниковые детали 55 для поперечных опорных валиков 36, образуюш;1Х шарнирное соедннение между концевыми частями смел-сных коробов //. Концевые частн боковых стенок 29 коробов выступают за их кои0 цы ц образучот /-образный зазор 37, когда короба расноложены в горизонтальном иоложенни. Этот зазор дает возможность регулировать установку коробов в разлнчных угловых положениях один относнтельно другого. Зазор 37 герметизирован шлангами 30, которые простираются вдоль всей длииы устройства, образуемого всасывающими коробами, и перекрывают зазоры. Проволоки 26 закреплены своими концами 38 к 39 и могут быть натянуты, насколько это нужно, носредством простого винтового соединения с гайкой на одном или обоих концах проволок. Обычно контуру, образуемо.му верхнимн всасывающими )коробам.н 11, придают желаемую форму, которую
5 затем поддерживают в течение всего времени изготовления заданного вида волокнистого листового материала.
Такнм образом, продольный профнль формующей камеры можег быть легко н нросто приспособлен к иодаваемой в камеру суснензии волокна и к желаемой толщине изготовляемого непрерывного волокнистого листового материала.
5 Верхняя проволочная сетка 6 проходит по наиравлению вниз от верхнего конца камеры 1 вдоль внутренней иоверхиости части 16 стеикп ка.меры н угловой дугообразной стенки 15, а затем от нее внутрь камеры 3 вдоль плиточных деталей 10, образующих нижнюю (донную) часть коробов //.
Пижняя часть 8 передней стенки камеры 1 на участке верхнего своего конца дугообразно нзогнута и расиолож:ена над передним валиком 40 для нижией проволочной сетки 7. Пижняя часть передней стенки камеры заканчивается на участке концевой кро.мкн 41, ниже которой сетка 7 проходит внутрь формующей камеры.
0 Положение верхннх плиточных деталей 10 и, следовательно, расположение верхней сетки 6 регулируется е такил расчетом, чтобы обесиеч1ггь желаемую клинообразную форму камеры 3, а также в зависимости от количества
Обезвоживание волокна (пульпы) регулируется посредством всасывающих коробов 9 и //, в которых П0л1,дер кивается требуемое разрежение (вакуум).
Вследствие того, что всасывающие короба И, образующие собой верхние плиточиые детали 10, можно устанавливать каждый в отдельности, давление суспензии пульпы в формующей камере возмо/кпо регулировать таки.лг образом, чтобы величина его была иостоянно и имела максимальное зиаченне на выходном концевом участке камеры.
Подвесное ириспособление, содержащее рычаги 23 и двигатели 24, иредназиачено для создания регулируемого, но постоянного но величнне давления иа суспензию иульпы. Если количество пульпы, подаваемой в машину в единину времени, изменяется, то в определенных случаях устройство из всасывающих коробов 11 н 14 поднимается ил1 опускается иа участке выходного коина камеры 3. Эти изменения фиксируются из 1ернтелькь м ирибором 42. Поэтому если содержание воды в волокнистом листовом материале на yiacTKe выходного кониа камеры 3 сохраняется постоянным, то отклонение стрелки нрнбора 42 непосредственно фиксирует изменения толихины волокнистого листового лгатерпала тг, следовательно, составляютт.эго сто веиьсства. ТРКИМ обпазом, посредством укязянно 0 ппнбора возможно осуществлять корпсктнрмопите тзАгерепня, с целью обеснечегтия лттановленной толщины изготовляемого :латериала, которая гарантирует обусловлсиный пес конечного продукта.
Так как степепь разрежения в вепхиих н нижних всасываюнтнх коробах 11, 14 и 9 можно регулировать в отдельности, то тем становится воз,10/кньп рег лнровать лдаление воды нз суспензии нульпы со гтопоны верхней н нижней проволочных сеток. На определенных участках камеры 3 указа гиое регулировантте мож:ет быть таким, чтобт) удаление воды со стороны верхггей сетки было равно удалению воды со стороны ннжней сетки. В других случаях, в завнснлтостн от свойств конечного продукта, может оказаться необходимым удаление воды из суспензии п льпы в различных количествах со стороны сеток 6 н 7. Это легко достигается посредстволг из: генення величины давления в различных всасываюнгих копобах 9, // и 14, которые могут работать пон разно: г давленнн: ннж:е атмосферного, равном атмосфернолгу и вьтше атмосферного.
Важной особенностью нредложенной jtanniны является то, что она не:медленио реагирует на изменення в степени уплотненпя волокон в суснензнп пульпы н поэтому может быть использовано в качестве нндикатора степени уплотнения волокон в комбпнаппн с формующей бумажную массу (пульпу) машнной любого обычного тина, если предусмотрен отвод частп пульпы в направленнн нндпкатора уплотнения волокон.
Определение степени унлотисния волокон в суспензи нульиы ос -плествляется следующим образом. Скорость перемещення проволочных сеток, т. е. скорость работы машнны, регулируется в соответствии с тем, какое количество до,1жно бь;ть произведено в единицу . После этого в манину подают колнчество схч нспзии волокон, соответствующее скорости нсрсмещения нроволочных сеток к
намеченио 1 15)лходу нродукта. Подача суспензии пульны нроизводится способом, схематическ показанным на фиг. 4.
Из плотняющего ycTpoiicTBa 43 с регулнруемыми уплотняюндпмп дслалямн для достижсния требуслЮ степени уилотнення волокон воду ианравляют в рСгулятор 44 уровня, в котором ноддерж1излется нужная концентрация волокон, несколько более высокая, чем концентрация волокон в каме;;е /. Пз регулятора
44 IpoBHH с тпенз я проходит но трубопроводу 45 с регулир к)щнм клананом 46 в насос 47, который но подающему трубопроводу 48 нагнетает сусно;к ию на участок Н)жнего кониа камеры / для пульны. Кланан -/6 регулнрует количество волокон, ностунающнх в насос -//. Между к,1ананом п насосом 47 прнсосди1;е11а водопроводная лнння 49 е регулнруюшим клапаном 50, контролирующпм подачу разбавляюнхей воды, которая в свою очередь определяет кониептрацню еуснензнн в камере /.
Степень разрежения (.ма) в коробах 9 н // ргг лируется до требхтмой величины н поддержнвастся иостоянпой в соответствнн с
подаваемый г;оличеством с еиензии нульны н скоростью работы магнины. стройство, состоящее з всасывающих коробов // н 14, прпводнтся в сои)икосиовепие с суспеизней иульпы в 3 таким об 1азом, чтобы уровень в кя.мере / был выше самого высокого участка камеры 3 ч чтобы соотношенне концентрации суспензни нульны и давления в коробах 9, 11 I 14 обуслозливало необходимую CTeneiib влажности листового волокнистого материала при выходе пз камеры 3.
При неиз.мснцой степени уплотненпя волокон и ностоянно их подаче с)стема мащины находится в сосгоянин равновесня, гарантчрующей требуемый вес листового матернала и темп пропзводства. Прн изменении етепени уплотнец я волокон система лгашины выходит нз этого состояния. Папрнлгер, если степень уплотнения волокон увелпчнвается, а это означает, что толщина слоя волокон уменьшается н удален не воды нз пего становнтся более труднылг, то уровень пульны в камере / ноднимается. Обезвоживание уменьшается вследствие того, что вакуум в коробах поддержнвается постоянным и автоматически регулнруется.
Если же степень уплотнения волокон поннжаетея, то уровень п)льны в камере / опускается. Следовательно, изменение уровня
катором степени уплотнения волокон в суспензии пульпы.
Устройство для отбора образцов с использованием разности ypoBHcii в камере для пульпы, с целью определення стенени уплотнения волокон, встроено в прнбор лТля измерения уровня ц вместе с управляемым вручную указателем отклонения служит для восстановления требуемо степени уплотнения волокон.
Указанный снособ регулирования слнником медленный и связан с колебанием уровня нульны в камере 1, причем этн колебания в свою очередь воздеГютвуют иа давление в камере 3. Быстрое регулирование уровня пульпы в камере / достигается контролем за подачей воды для разбавления цульп з в количестве, необходнмом для восстановления степени уплотнения волокон до требуемой величины. Такой способ регулирования может быть осуществлен посредством указателя 51 уровня, который фиксирует уровень нульпы в камере 1 и передает импульсы на регулятор 52 подачи разбавля 0 дей воды, соединенный с регулнрующ1 м клапаном 50 н управляющ-ий подачей воды.
При увеличении степени унлотиення волокон уровень в камере для пульпы поднимается, в результате чего подача разбавляющей воды уменьшается до тех пор, пока уровень пульпы будет восстановлен.
Указательное устройство регулятора 52 разбавляющей воды может быть использовано и как указатель степени уплотнения волокон, и как излучатель импульсов для автоматического регулирования степени уплотнения волокон в пульпе. Для этого необходимо, чтобы импульсы с регулятора 52 воздействовали на управляющие органы устройства для уплотнеиия волокон. В результате достигается автоматическое регулирование и зправление степенью уплотнения волокон в пульпе, а также гарантируется одинаковое уплотнение волокон перед постз плением суспензии в камеру для нее.
Возможны и другие способы использования разностей уровней в камере для пульпы с целью регулирования степени уплотнения волокон в пульпе.
Если по каким-либо соображеииям количество волокон, поступающих с регулятора 44 уровня в камеру /, следует изменить, то такое изменение фиксируется прибором 42, который установлен на выходном кон,е ряда всасывающих коробов // I указывает вертикальное перемещение этого устройства, а следовательно, и фактическую толщину волокнистого листового материала 4.
Направляющие пластины 53 и 54 (их установить одну или несколько) имеют ту же щирину, что и передняя стенка 15, и могут быть прикреплены к ней на некотором расстоянии, образуя один или более проходов, или патрубков, 55 и 56. Эти проходы простираются вверх в камеру для пульпы н соединены с отдельными бункерами 57 и 58 для подачи пульны тинов, чем в камере 1. Проход 55 между пластиной 53 и сеткой 6 выполнен в виде патрубка, выходной конец которого расноло/кеи в камере 3 ниже переднего всасывающего короба 14. Посредством короба отсасывается до требуемой степени вода из иульпы, подаваемой сквозь проход 55, прежде чем она выйдет из прохода 1 образует поверхностный слой на проволочной сетке 6. Подобным же образом вода отсась ваетс5 3 , ноступающей сквозь проход 56. Для этой цели пластина 54 простирается внутрь камеры 3 несколько дальше, чем пластина 55.
Итак, предложенная машина дает возможность на протяжении одного этапа формования получить волокнистый листовой материал, состоящий из одного или иескольких слоев волокон различного типа с разной степенью уплотнения. Волокнистый листовой материал изготовлять желаемой толщины при скоростях работы машины, обычно применяемых на заводах по производству бумажной массы и целлюлозы. В результате получается
конечный продукт, который обладает следу ощими преимуществами: одинаковый вес и толщина листового материала, однородная гладкая и плотная поверхность. Устранено всасывание воздуха в суспензию пульпы на
участке соединения камеры для пульпы с формующей камерой машины. Снижена возможность образовання хлопьев волокон (флоккуляцня) устранено загрязнение листового 1матернала заметными пятнами.
Предмет изобретения
1. Машина для формования непрерывного нолотна волокнистого материала, включающая камеру для суспензии волокна, всасывающие короба и формующую клинообразную камеру, образованную верхней и нижней сетками, перемещаемыми но опорным поверхностям всасывающих коробов, и боковыми плитами,
входной конец которой соединен с отверстием в передней стенке камеры для суспензии, отличающаяся тем, что, с целью обеспечения необходимой формы и размера формующей камеры, верхняя опорная поверхность всасывающих коробов и верхняя часть передней стенки камеры для суспензии волокна соединены дугообразной стенкой и образуют совместно с всасывающими коробами, шарнирно связанными и закрепленными между собой в
осевом цаправлении, подвижное устройство, перемещаемое в вертикальном направлении посредством механизма пере1 ещения.
2. Машина по п. 1, отличающаяся тем, что, с целью формования полотна воло шистого
материала из нескольких слоев волокон различного типа, ее камера для суспензии выполнена с внутренними пл1 точными перегородками, параллельными дугообразной стенке, причем выходные концы каналов входят в фор4 rr:--i j
Q
P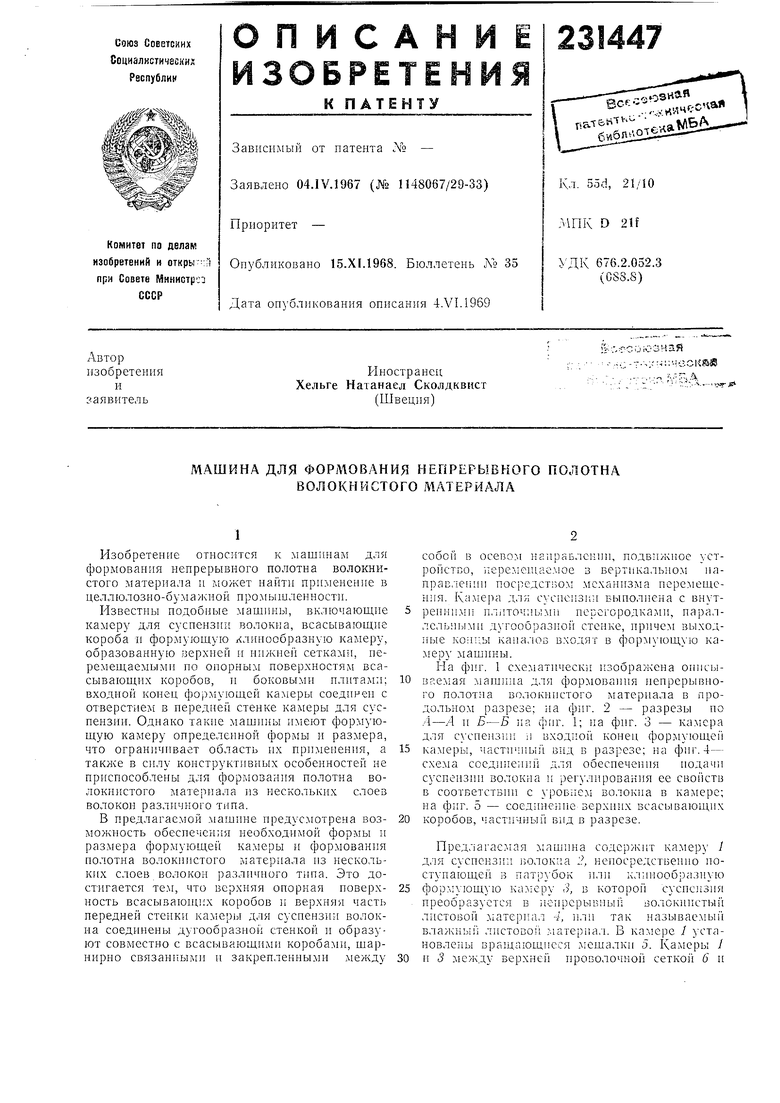

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ИЗДЕЛИЯ И ФОРМОВАННОЕ ИЗДЕЛИЕ | 1994 |
|
RU2126865C1 |
| НЕТКАНЫЙ МАТЕРИАЛ ДЛЯ ПРИМЕНЕНИЯ В КАЧЕСТВЕ ОБРАЩЕННОГО К ТЕЛУ ЛИСТА ВО ВПИТЫВАЮЩЕМ ИЗДЕЛИИ | 2007 |
|
RU2415659C1 |
| СПОСОБЫ И УСТРОЙСТВА ДЛЯ ИЗГОТОВЛЕНИЯ ПИЩЕВЫХ КОНТЕЙНЕРОВ НА ОСНОВЕ ВОЛОКНА | 2017 |
|
RU2743976C2 |
| ТОНКАЯ, ОБЛАДАЮЩАЯ ВЫСОКОЙ ВПИТЫВАЮЩЕЙ СПОСОБНОСТЬЮ СТРУКТУРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2285515C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕДРЕНИЯ ХОЛСТА В ИЗГОТАВЛИВАЕМЫЕ МОКРЫМ СПОСОБОМ ПАНЕЛИ | 2007 |
|
RU2443550C2 |
| УСТРОЙСТВО для ОБЕЗВОЖЙНАНЙЯ ВОДНОЙ ПУЛЬПЫ | 1973 |
|
SU394976A1 |
| СПОСОБ ПОВЕРХНОСТНОГО НАНЕСЕНИЯ ЗАЩИТНОГО УСТРОЙСТВА НАД ПЕРФОРАЦИЕЙ, ВЫПОЛНЕННОЙ БУМАГОДЕЛАТЕЛЬНОЙ МАШИНОЙ | 2018 |
|
RU2774535C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ТЕЛА | 2017 |
|
RU2743033C1 |
| Способ формования бумажногопОлОТНА | 1974 |
|
SU795509A3 |
| ЦЕЛЛЮЛОЗНЫЕ НАНОФИЛАМЕНТЫ И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2011 |
|
RU2570470C2 |

f °b ci,
/7 .57 16 31
19
12
Фи 3
