Известны штанговые конвейеры, снабженные движущейся возвратно-поступательно приводной штангой с толкаюш;ими кулачками и холостой штангой, смонтированной параллельно приводной.
Отличием предлагаемого конвейера является то, что холостая штанга, установленная в приводной штанге, снабжена упорами, укрепленными на ней при помош,и распорных втулок. Упоры взаимодействуют с толкаюш,ими кулачками, имеюш,ими прорезь для прохода упоров. Холостая штанга соединена с приводным замком.
Это позволяет изменять режимы или схемы работы конвейера.
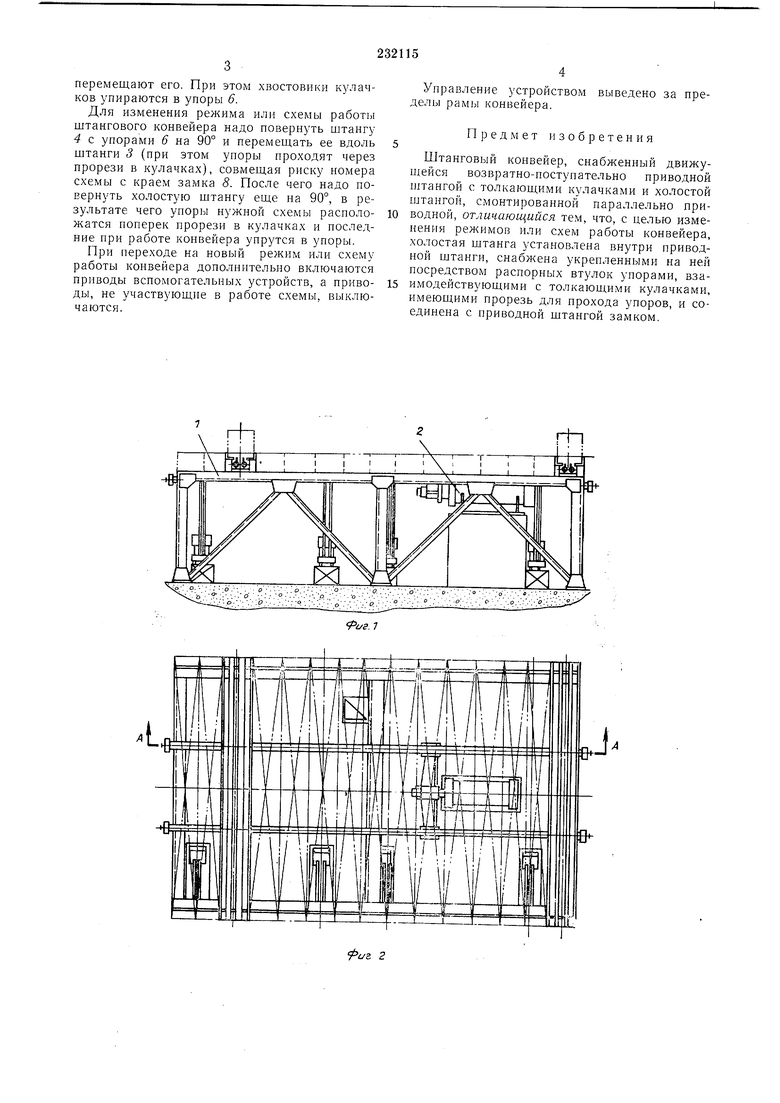
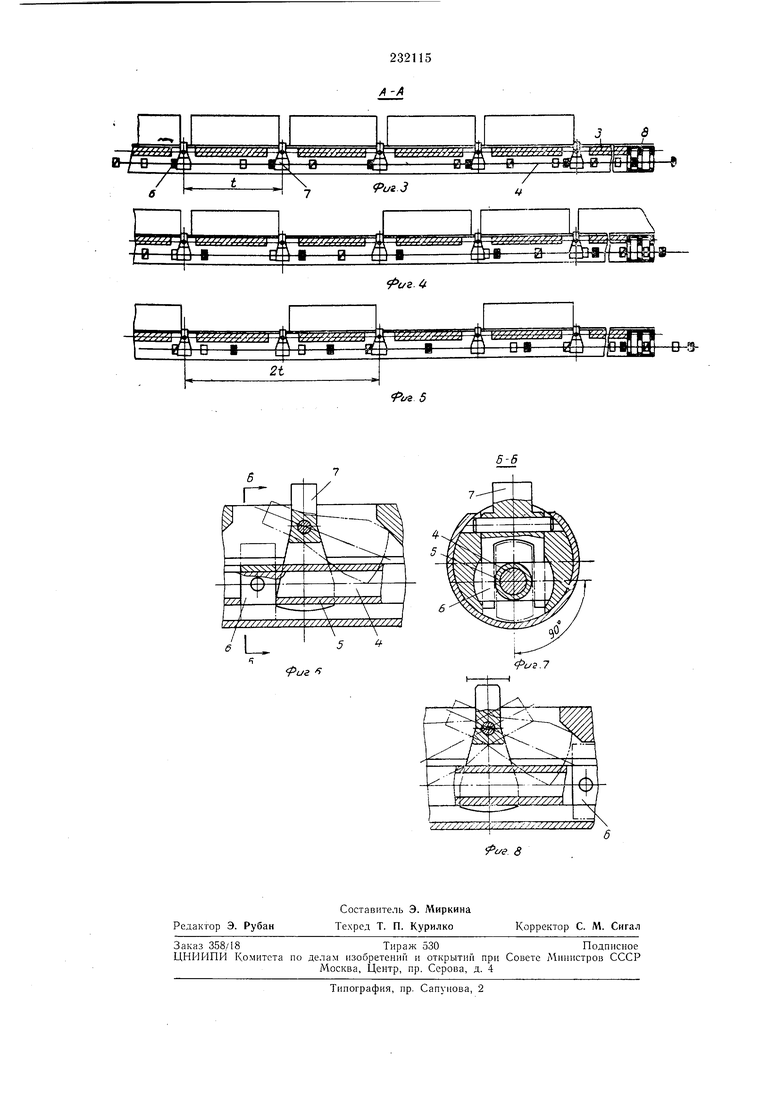
На фиг. 1-изображен предлагаемый конвейер, обш,ий вид; на фиг. 2 - то же, вид в плане; на фиг. 3 -разрез по А-А на фиг. 2 при транспортировании изделий влево; на фиг. 4 - то же, при транспортировании изделий от центра вправо и влево; на фиг. 5 - то же, при транспортировании изделий с шагом, .увеличенным вдвое по сравнению с предыдущей фигурой; на фиг. 6 - схема работы кулачка с упором при транспортировании изделий влево; на фиг. 7 - разрез по Б-Б на фиг. 6; на фиг. 8 - схема работы кулачка при нейтральном положении упора, применяющаяся при изменении шага.
Па раме 1 штангового конвейера установлен пневмопривод 2 для привода штанги 3, в которой смонтирована холостая штанга 4. На последней распорными втулками 5 жестко
крепятся упоры 6. В приводной штанге 3 укреплены самоустанавливающиеся кулачки 7, взаимодействующие с упорами 6. В кулачках 7 имеется прорезь для прохода упоров. Холостая штанга 4 связана с приводной 3
замком 8.
Необходимые схемы или режимы работы задаются расположением упоров 6 на штанге 4.
На холостой штанге в зависимости от размера шага конвейера можно одновременно задать от трех до восьми схем работы конвейера.
На холостых штангах все залол енные схемы пронумерованы и обозначены рисками.
Для осуществления работы всех заданных схем необходимо иметь вспомогательное оборудование: рабочие столы с пазами и подъемными устройствами, пневмоприводы и другие устройства.
Возвратно-поступательное двилсение штанг 3 осуществляется от пневмопривода.
перемещают его. При этом хвостовики кулачков упираются в упоры 6.
Для изменения режима или схемы работы штангового конвейера надо повернуть штангу 4 с упорами 6 на 90° и перемещать ее вдоль штанги 3 (при этом упоры проходят через прорези в кулачках), совмещая риску номера схемы с краем замка 8. После чего надо повернуть холостую штангу еще на 90°, в результате чего упоры нужной схемы расположатся поперек прорези в кулачках и последние при работе конвейера упрутся в упоры.
При переходе на новый режим или схему работы конвейера дополнительно включаются приводы вспомогательных устройств, а приводы, не участвующие в работе схемы, выключаются.
Управление устройством
выведено за пределы paMiji конвейера.
Предмет изобретения
Штанговый конвейер, снабженный движущейся возвратно-поступательно приводной штангой с толкающими кулачками и холостой штангой, смонтированной параллельно нриводной, отличающийся тем, что, с иелью изменения режимов или схем работы конвейера, холостая штанга установлена внутри приводной штанги, снабжена укрепленными на ней посредством распорных втулок упорами, взаимодействующимн с толкающими кулачками, имеющими прорезь для прохода упоров, и соединена с приводной штангой замком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1977 |
|
SU663637A1 |
| Штанговый конвейер | 1978 |
|
SU776959A1 |
| Штанговый толкающий конвейер | 1981 |
|
SU967908A1 |
| Штанговый конвейер | 1978 |
|
SU763216A1 |
| Шаговый штанговый конвейер | 1991 |
|
SU1801882A1 |
| Шаговый штанговый конвейер | 1986 |
|
SU1442475A1 |
| ШАГОВЫЙ КОНВЕЙЕР ДЛЯ ТРАНСПОРТИРОВАНИЯ ШТУЧНЫХ ГРУЗОВ | 1967 |
|
SU201220A1 |
| Штанговый конвейер с переменным шагом | 1974 |
|
SU579198A1 |
| ШТАНГОВЫЙ КОНВЕЙЕР | 1968 |
|
SU218054A1 |
| Подвесной толкающий конвейер | 1979 |
|
SU878684A2 |
П-1
Q8
