Известен способ сварки кольцевых стыков неповоротных труб электрической дугой, вращаемой в неподвижном магнитном поле. Осуи 1,ествлеиие этого сиособа возможно при питании постоянным током, при этом поле, создаваемое катушками по периметру труб, за все время ироиесса остается неподвижным. При.LeHeHiie катугиек, питаемых ностояин1э1м током, не создает условий для регулирования скорости иеремегцения дуги в широком пределе, особенно для диапазона 1000-3000 об/мин. Для создания врашения дуги требуется иаводить магнитное поле по всему периметру свариваемого стыка, что ведет к повышению мошности с ростом диаметра свариваемых труб.
Предложено иеремешение дуги осуи1,ествлять врашаюш,имся знакопеременным магнитным полем, что способствует равномерности перемеи ения дуги по периметру разогреваемых новерхностей.
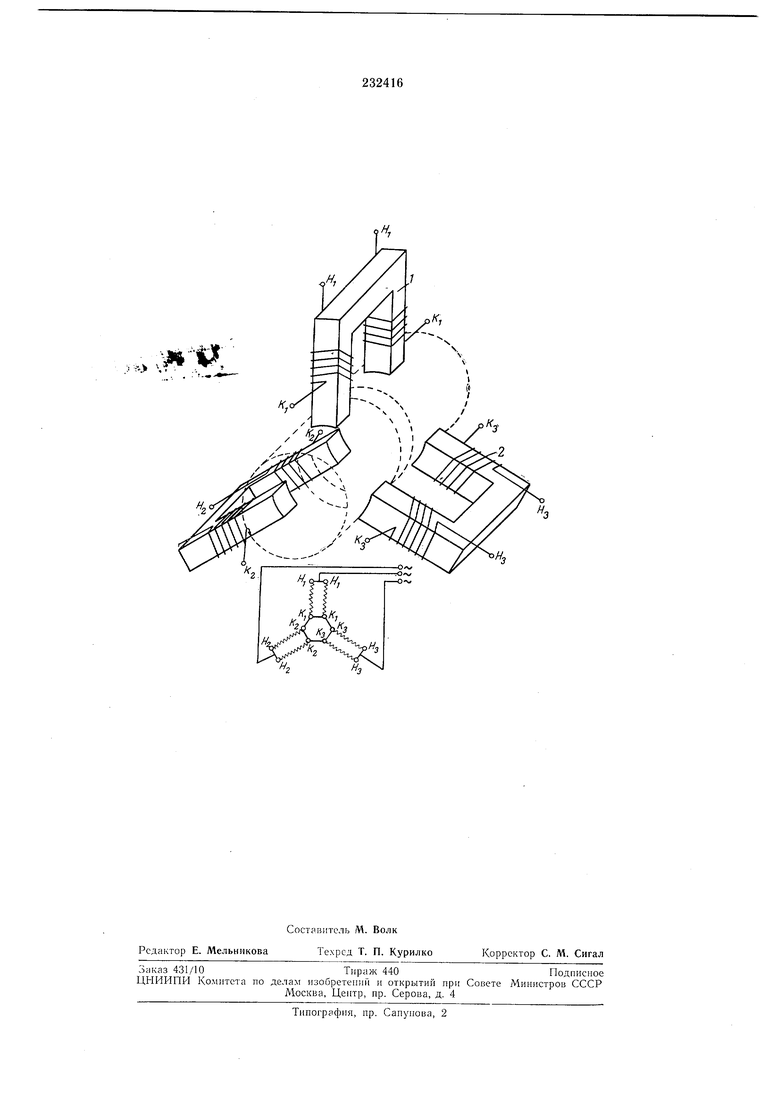
Магиптиое поле создается с помоидью iniдуктора, помешенного над разогреваемой иоверхностью. Индуктор, по казанный на чертеже, представляет собой устройство, состояшее из ряда П-образиых магнитов с сердечниками / и катушками 2. Причем катушки намотаны и соединены между собой таким образом, что могут создавать между полюсами П-образиых
магиитов одноименное или разноименное переменное магннтное иоле.
Магнитные поля П-образных магнитов, подключенные к трехфазной или однофазной сети переменного тока, образуют еднное врашающееся по стыку магнитиое поле.
В зависимости от требований технологического процесса можно обеспечить требуемую скорость псремешеиия электрической дуги, изменяя число иар полюсов и частоту шггаюшего тока.
Для создания хорошей проводимости плазмы между электродами (трубками) в заидитную среду можно добавлять шелочные металлы более 1;о (например, в виде солей КаСО;;, NaoCOa и др).
П р е д м е т и з о б р е т е и и я
Способ автоматической сварки, преимущественно неповоротиых стыков труб, с иомощью электрической дуги, перемещаемой вдоль линии шва магнитным полем, отличающийся тем, что, с иелью равномерности перемещения .дуги ио иериметру разогреваемых поверхпостей, перемещение дуги осущеетвляют вращаюидимся зиакоперемеиным магнитиым иолем.
.
У л;
X:
i- /
NЧ
Ч
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой обработки | 1975 |
|
SU592058A1 |
| Способ сварки кольцевых соединений магнитоуправляемой дугой | 1990 |
|
SU1775252A1 |
| Устройство для сварки магнитоуправляемой дугой | 1981 |
|
SU1030117A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОДВИЖНЫХ ИЗДЕЛИЙ С ЗАМКНУТОЙ ЛИНИЕЙ ШВА | 1964 |
|
SU166981A1 |
| УСТРОЙСТВО для СВАРКИ НЕПОВОРОТНЫХ CTblKtTB" ТРУБ МАГНИТОУПРАВЛЯЕМОЙ ДУГОЙ | 1973 |
|
SU367980A1 |
| Способ дуговой сварки | 1983 |
|
SU1103969A1 |
| СПОСОБ СВАРКИ КОЛЬЦЕВЫХ ШВОВ | 1966 |
|
SU216152A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НАМАГНИЧЕННЫХ ОБЪЕКТОВ ПРИ РЕМОНТНО-ВОССТАНОВИТЕЛЬНЫХ РАБОТАХ | 2007 |
|
RU2344909C2 |
| СПОСОБ РАЗМАГНИЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ МАГНИТОМЯГКИХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335819C2 |
| Способ сварки кольцевых швов, например, стыков труб | 1958 |
|
SU122560A1 |