Известны способы обработки рабочих иоверхностей клиновых задвижек по клиновому отверстию в корнусе трубопровода.
При описываемом способе для механизации обработки задвижек и повышения их точности используют приспособление со сферической самоустанавливающейся опорой. Приспособление монтируют в клиновом отверстии, фиксируют по нему опору и по полученным таким образо углам клина производят механическую обработку рабочих поверхностей клиновых задвижек.
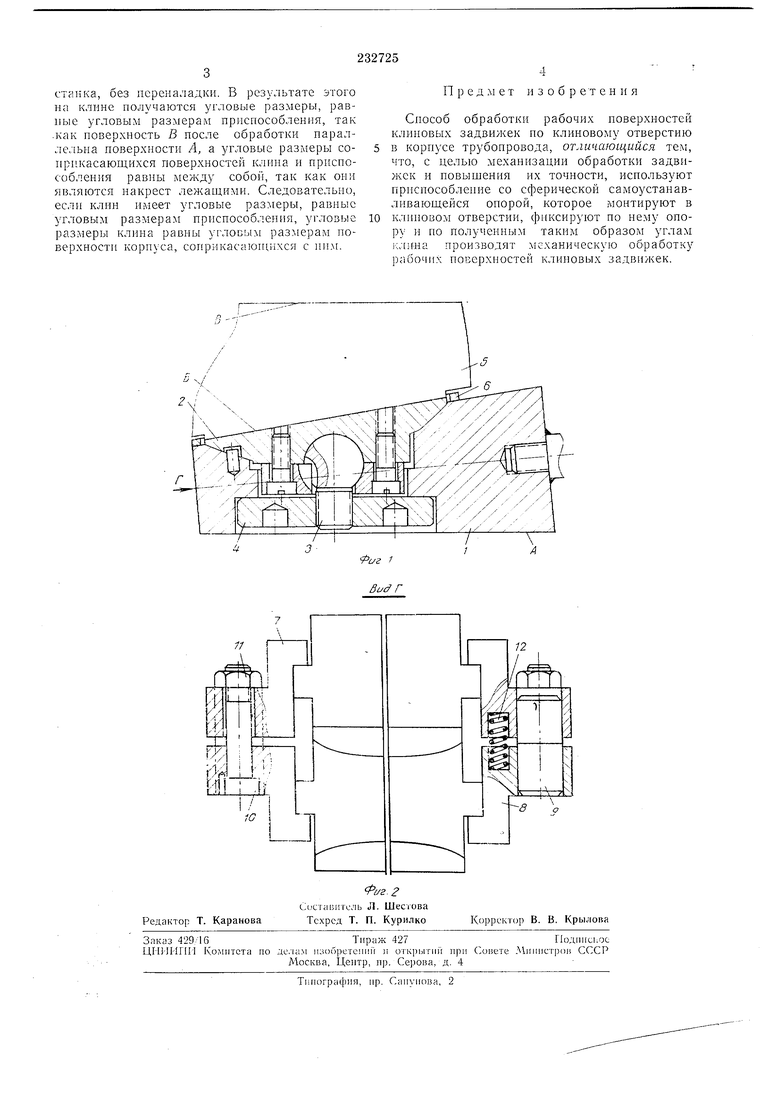
На фиг. 1 и 2 схе.матически изображено приспособление, с помощью которого осуществляется описываемый способ.
Приспособление состоит из корпуса / со сферической самоустапавливающейся опорой 2. Положение опоры фиксируется болтом 3 с шаровой головкой и гайкой 4.
Для удобства ввода в корпус задвижки приспособление оснащено ручкой. Для правильной установки клина 5 на приспособление предварительно устанавливают кольцо 6.
Клип крепится к приспособлению с помощью двух зажимпых устройств - левого и правого, каждое из которых состоит из верхней зажимной планки 7 и нижней зажимной планки 8. В планку 8 запрессованы две направляющие колонки 9, по которым свободно перемещается верхняя планка. Между направляющимп колонками имеется зажимной болт 10 с гайкой // для закрепления приспособления. Для самораздвижения зажимных планок прн отвинчивании гайки имеется несколько иружип 12.
Перед вводом приспособления в корпус задвижки гайку 4 отпускают, чтобы самоустанавливающаяся опора 2 имела возможность перемещаться по сферической поверхности корпуса приспособлепия. В процессе ввода поверхности А п Б приспособленпя полностью прижимаются в корпусе задвижки к поверхности колец. При помощи торцового ключа зажимают гайку 4 через отверстие бокового фланца корпуса для фиксации угловых размеров, полученных на приспособлении.
После извлечения приспособления из корпуса на него устанавлнвают кольцо 5, а затем клин. Приспособление с закрепленным на клином устанавливают па магнитную плиту продольно-щлифовального станка, на котором обрабатывается верхняя плоскость клина до получения поверхности, иараллельной нижней плоскости прпспособления (или стола станка). Шлифовальный круг движется параллельно поверхности стола, поэтому получение на верхней иоверхности стола поверхности клина, параллельной поверхностн стола станка, осуществляется при нормальной работе
| название | год | авторы | номер документа |
|---|---|---|---|
| СЪЕМНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ НА СТАНКАХ ТОКАРНОЙ ГРУППЫ ЭЛЕМЕНТОВ ЗАТВОРА КЛИНОВЫХ ЗАДВИЖЕК | 2014 |
|
RU2572272C1 |
| Приспособление для обработки уплотнительных поверхностей клиновых задвижек | 1985 |
|
SU1491651A1 |
| МНОГОДИСКОВАЯ ШЛИФОВАЛЬНАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА | 2015 |
|
RU2604087C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Запирающий элемент задвижки клиновой и задвижка клиновая | 2017 |
|
RU2660239C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| КЛИНОВАЯ ЗАДВИЖКА | 2014 |
|
RU2544677C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ УПЛОТНИТЕЛЬНОЙ ПОВЕРХНОСТИ ЗАПОРНОЙ АРМАТУРЫ | 2010 |
|
RU2521569C2 |
| Устройство для обработки деталей типа гильз цилиндров | 1983 |
|
SU1122441A2 |
| САМОУСТАНАВЛИВАЮЩАЯСЯ ОПОРА | 2009 |
|
RU2412794C1 |
