Изобретение относится к машиностроению, а именно к технологическому оборудованию, и может быть использовано при обработке уплотнительных поверхностей затворного узла трубопроводной арматуры как при производстве, так и в процессе ее ремонта.
Известно устройство для шлифования седла задвижки трубопровода (RU №2022761, МПК B24B 15/00, опубликовано 15.11.1994), содержащее основание, привод со шлифовальной головкой и узлы крепления основания и механизмом поворота рычагов, выполненными в виде двух тесно связанных со вторыми концами соответствующих рычагов зубчатых секторов, двух расположенных на плите входящих в зацепление между собой и соответствующим сектором колес и тяги.
Общими признаками заявляемого изобретения и аналога являются несущие абразивные элементы и шлифовальная головка.
К основному недостатку устройства можно отнести недостаточную производительность, которая обусловлена особенностью ее кинематической схемы, а именно тем, что одновременно в обработке находится только одна поверхность. После обработки первой уплотнительной поверхности требуется переналадка устройства, что негативно сказывается на общем времени обработки, а также сложность устройства, заключающаяся в дополнительном механизме ориентации головки, выполненном в виде двух рычагов.
Известна установка для обработки уплотнительных поверхностей трубопроводной арматуры (RU №2106951, МПК B24B 15/03, опубликовано 20.03.1998), содержащая поперечную балку, привод с редуктором принудительного вращения валов с инструментами, расположенными на вращающейся планшайбе, и узел регулирования углового положения шпинделя и трубопроводной арматуры. Последняя крепится на клиновой плите, связанной с узлом регулирования углового положения.
Общими признаками заявляемого изобретения и аналога являются планшайба (шлифовальная головка), шлифовальные круги или притиры (несущие абразивные элементы).
К основному недостатку установки можно отнести длительное время настройки установки перед работой и отсутствие мобильности, а также ее недостаточную производительность, которая обусловлена особенностью ее кинематической схемы, а именно тем, что одновременно в обработке находится только одна поверхность. После обработки первой уплотнительной поверхности требуется переналадка устройства, что негативно сказывается на общем времени обработки.
За прототип принято устройство для шлифования и притирки уплотнительных поверхностей трубопроводной арматуры (RU №2210482, МПК B24B 15/00, опубликовано 20.08.2003), содержащее планшайбу с равномерно расположенными по окружности инструментами, соединенными кинематически посредством зубчатых шестерен с зубчатым колесом, последнее расположено на планшайбе соосно с ней с возможностью относительного вращения, в устройстве предусмотрена подвеска, соединенная жестко одним концом с пинолью станка и установленная коаксиально шпинделю, зубчатое колесо надето свободно на ступицу планшайбы, а торец подвески, обращенный к зубчатому колесу, снабжен подпружиненными пальцами, установленными с возможностью вхождения в соответствующие отверстия колеса.
Общими признаками заявляемого изобретения и аналога являются планшайба (шлифовальная головка), инструменты (шлифовальные круги или притиры).
К основному недостатку устройства можно отнести недостаточную производительность, которая обусловлена особенностью ее кинематической схемы, а именно тем, что одновременно в обработке находится только одна поверхность. После обработки первой уплотнительной поверхности требуется переналадка устройства, что негативно сказывается на общем времени обработки. Для обеспечения возможности функционирования данного устройства требуется станок. Как следствие, такое устройство возможно использовать в условиях производства, но крайне сложно использовать в условиях «полевого ремонта».
Задача заявляемого изобретения заключается в создании многодисковой шлифовальной инструментальной головки, обладающей высокой производительностью.
Технический результат изобретения заключается в повышении качества и производительности обработки уплотнений трубопроводной арматуры путем оптимизации методов обработки, а также мобильность и максимально доступная возможность обработки уплотнений в «полевых условиях», без разбора клиновой задвижки и без транспортировки в цех.
Указанный технический результат достигается тем, что многодисковая шлифовальная инструментальная головка, содержащая планшайбу с равномерно расположенными по окружности рабочими дисками, соединенными кинематически с приводом, согласно изобретению многодисковая шлифовальная инструментальная головка снабжена клиновым корпусом, на котором посредством болтов закреплены опоры скольжения с установленными на них коническими зубчатыми колесами, к которым с помощью винтов, а также сферической пустотелой опоры, распертой пружиной подачи планшайбы, и фиксирующей латунной шайбы установлены две планшайбы с возможностью принудительного вращения от вала-шестерни, установленного в соединительной планке и направляющей с помощью опор скольжения и забазированной шпильками за счет пружин подачи, зафиксированных крепежными гайками, при этом на планшайбах с помощью подшипников установлены по меньшей мере шесть рабочих дисков со шлифовальными шкурками.
Наличие новых конструктивных элементов и взаимосвязи между ними свидетельствует о соответствии заявляемого изобретения условию патентоспособности «новизна». Новые конструктивные элементы заявляемого изобретения работают на достижение технического результата, который обуславливает изобретательский уровень заявленного технического решения следующим образом.
Многодисковая шлифовальная инструментальная головка содержит клиновой корпус, в котором установленная сферическая пустотелая опора за счет пружины подачи одновременно прижимает две планшайбы в диапазоне углов клиновой задвижки от 6° до 10°, которые в свою очередь прижимают рабочие диски со шлифовальными шкурками к уплотнительным поверхностям затворного узла клиновой задвижки. Расположение рабочих дисков по периферии планшайб предназначено для вращения на подшипниках рабочих дисков со шлифовальными шкурками в противоположном направлении относительно вращения планшайб за счет сил трения рабочих дисков об уплотнительные поверхности клиновой задвижки, возникающих при главном движении конических зубчатых колес, реализуя тем самым процесс микрорезания, имеющий «сложное» эллиптическое движение, способствующий процессу шлифования, а не «обдирке», возникающей при жесткой кинематической связи притирочного инструмента с приводом.
Установка подшипников на планшайбе позволяет осуществить более точное базирование рабочих дисков со шлифовальными шкурками относительно уплотнительных поверхностей затворного узла клиновой задвижки.
Таким образом, расположение рабочих дисков по периферии планшайб, а также установка подшипников на планшайбе позволяет повысить точность, качество и производительность обработки уплотнений трубопроводной арматуры, что не следует явным образом из известного уровня техники и свидетельствует о соответствии заявляемого изобретения условию патентоспособности «изобретательский уровень».
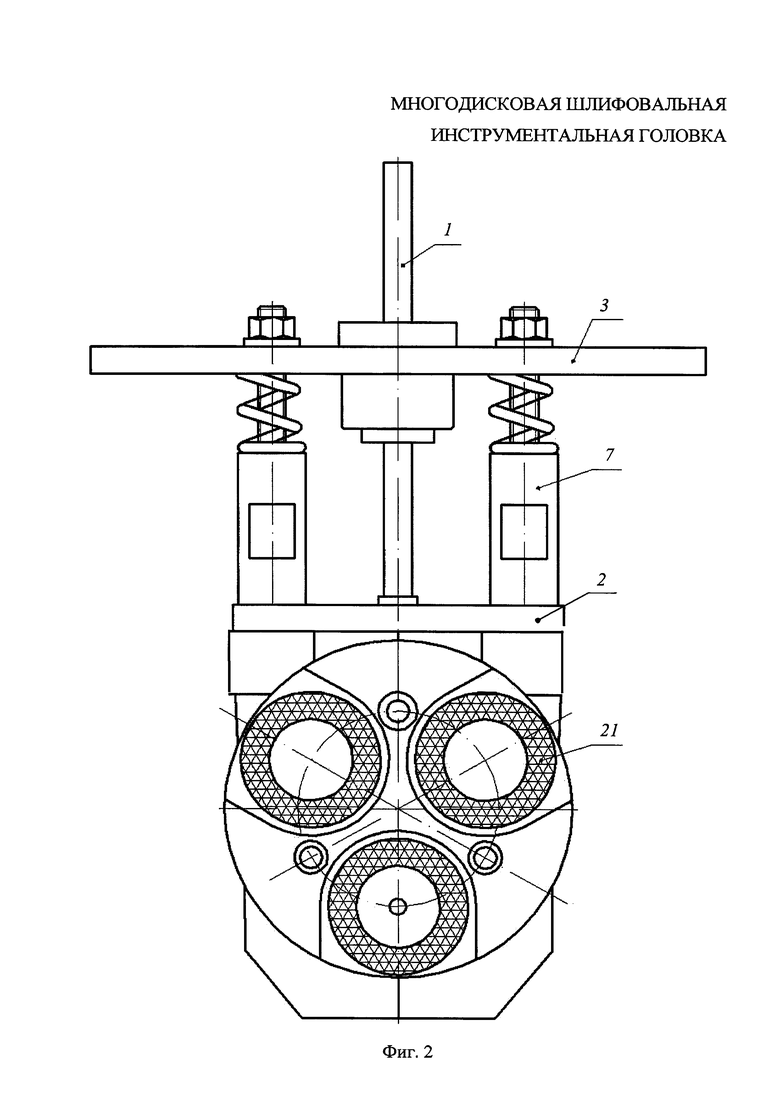
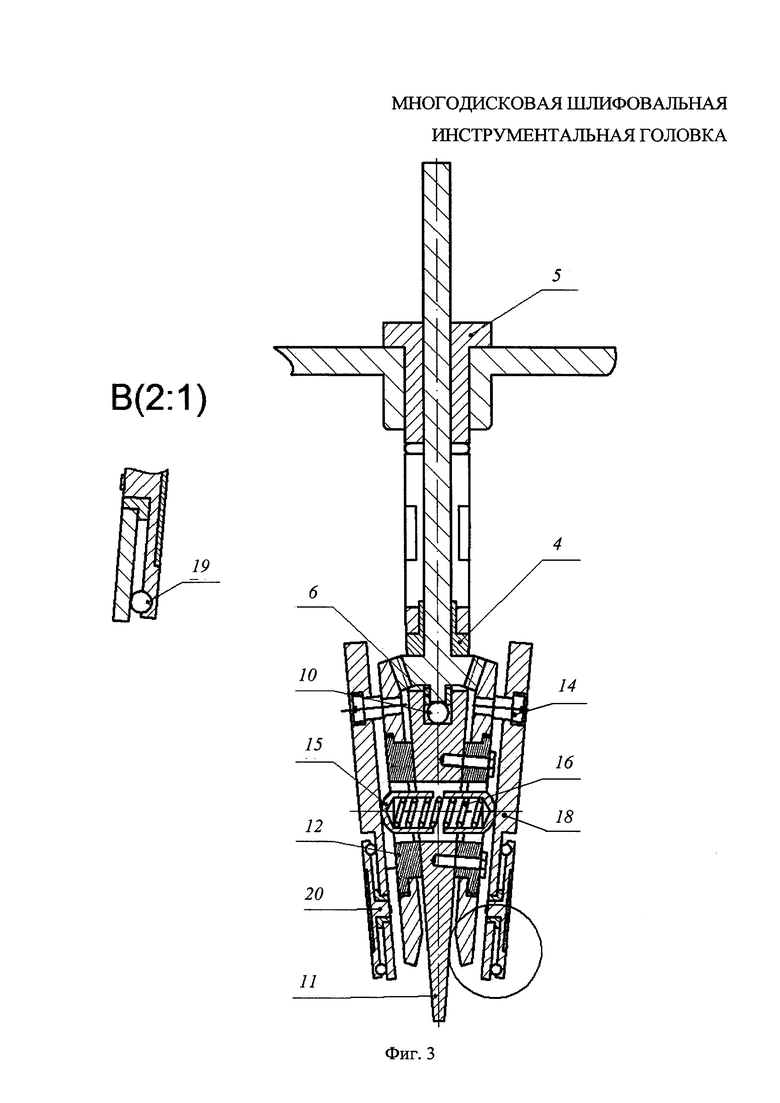
Изобретение поясняется чертежами, где на фиг. 1 представлен общий вид многодисковой шлифовальной инструментальной головки, на фиг. 2 - общий вид многодисковой шлифовальной инструментальной головки со стороны рабочих дисков, на фиг. 3 - сечение многодисковой шлифовальной инструментальной головки.
Многодисковая шлифовальная инструментальная головка состоит из вала-шестерни 1, установленного в соединительной планке 2 и направляющей 3 с помощью опор скольжения 4, 5 и 6 и забазированной шпильками 7 за счет пружин подачи 8, зафиксированных крепежными гайками 9. Вал-шестерня с помощью сферической опоры 10 опирается на клиновой корпус 11, на котором посредством болтов закреплены опоры скольжения 12 с установленными на них коническими зубчатыми колесами 13, к которым с помощью винтов 14, а также сферической пустотелой опоры 15, распертой пружиной подачи планшайбы 16, и фиксирующей латунной шайбы 17 установлены планшайбы 18, на которых с помощью подшипников 19 установлены рабочие диски 20 со шлифовальными шкурками 21.
Многодисковая шлифовальная инструментальная головка работает следующим образом (см. фиг. 1-3).
Многодисковая шлифовальная инструментальная головка помещается в клиновую задвижку и закрепляется (базируется) к фланцу корпуса задвижки крестовиной, в центре которой имеется опора в виде подшипника скольжения. Крестовина крепится четырьмя болтами к фланцу. Базирование (наладка) непосредственно самого шлифовального устройства относительно уплотнительных поверхностей клиновой задвижки в затворном узле осуществляется за счет направляющих шпилек 7 и контрольных крепежных гаек 9, фиксирующих расположение устройства в работоспособное состояние за счет пружин подачи 8, позволяющих производить наладку установки относительно присоединительного фланца, то есть готовность устройства к микрорезанию.
Основой установки является клиновой корпус 11. На корпус тремя болтами крепится опора скольжения 12, за счет которой держится и может свободно вращаться коническое зубчатое колесо 13.
Зубчатое колесо получает принудительное главное движение вращения от вала-шестерни 1, который в свою очередь получает его от стационарного станочного привода (не показан). К коническим зубчатым колесам 13 за счет винтов 14, без фиксации в осевых направлениях, крепятся планшайбы 18. Винты не прижимают планшайбы вплотную к коническим зубчатым колесам, а позволяют планшайбам «прогибаться» под воздействием нагрузки на рабочие диски, что является достоинством заявляемого устройства и позволяет корректировать угол получаемого клина непосредственно в процессе установки устройства в клиновую задвижку.
Подача (нагрузка для «антипрогиба») задается благодаря сферическим пустотелым опорам 15. Пустотелые опоры получают усилие за счет пружины подачи планшайбы 16, установленной внутри клинового корпуса 11.
На каждой планшайбе закреплены по 3 рабочих диска 20 со шлифовальными шкурками 21, которые и осуществляют сам процесс микрорезания.
Подпружиненная планшайба с рабочими дисками базируется в затворном узле, касаясь уплотнительных поверхностей клиновой задвижки, и позволяет исправить недостатки других методов обработки уплотнительных поверхностей, в частности необходимость набора металлоемких наклонных плит для разных углов клиновой камеры или клина (6°, 8° и 10°), как следствие, велика трудоемкость операции перехода от обработки одной уплотнительной поверхности клиновой задвижки к другой за счет значительной массы наклонных плит. За счет использования «плавающих» планшайб изобретение становится универсальным для обработки клиновых задвижек разных углов - от 6° до 10°.
Под действием сил трения рабочих дисков об уплотнительные поверхности клиновой задвижки, возникающих при главном движении конических зубчатых колес, рабочие диски, расположенные по периферии планшайб, вращаются на подшипниках в противоположном направлении относительно вращения планшайб, реализуя тем самым собственно процесс микрорезания, имеющий «сложное» эллиптическое движение, способствующий процессу шлифования, а не «обдирке».
Использование заявляемого изобретения позволяет повысить качество и производительность обработки уплотнений трубопроводной арматуры путем оптимизации методов обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2015 |
|
RU2615100C1 |
| Устройство для обработки уплотнительных поверхностей клиновых задвижек | 1989 |
|
SU1790479A3 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 1995 |
|
RU2106951C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| ДВУХДИСКОВАЯ ПАРАЛЛЕЛЬНАЯ ТРУБОПРОВОДНАЯ ЗАДВИЖКА С ВЫДВИЖНЫМ ШПИНДЕЛЕМ | 2008 |
|
RU2384780C2 |
| УНИВЕРСАЛЬНЫЙ ВЫСОКОМОМЕНТНЫЙ МНОГООБОРОТНЫЙ ЭЛЕКТРОПРИВОД ЗАПОРНОЙ АРМАТУРЫ ТРУБОПРОВОДНОГО ТРАНСПОРТА | 2011 |
|
RU2457385C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| ЗАТВОРНЫЙ УЗЕЛ КЛИНОВОЙ ЗАДВИЖКИ | 2007 |
|
RU2362932C2 |
| Устройство для шлифования уплотнительных поверхностей задвижек | 1978 |
|
SU772828A1 |

Изобретение относится к машиностроению и может быть использовано при обработке уплотнительных поверхностей затворного узла трубопроводной арматуры. Многодисковая шлифовальная инструментальная головка содержит планшайбы с равномерно расположенными по окружности рабочими дисками, соединенными кинематически с приводом. Предусмотрен клиновой корпус, на котором закреплены опоры скольжения с установленными на них коническими зубчатыми колесами. На последних с помощью винтов, сферической пустотелой опоры, распертой пружиной подачи планшайбы, и фиксирующей латунной шайбы установлены две планшайбы, выполненные с возможностью принудительно вращения от вала-шестерни. Упомянутый вал установлен в соединительной планке и направляющей, забазированной шпильками за счет пружин подачи. На планшайбах с помощью подшипников установлены по меньшей мере шесть рабочих дисков со шлифовальными шкурками. В результате повышаются качество и производительность обработки уплотнений трубопроводной арматуры. 3 ил.
Многодисковая шлифовальная инструментальная головка, содержащая планшайбы с равномерно расположенными по окружности рабочими дисками, соединенными кинематически с приводом, отличающаяся тем, что она снабжена клиновым корпусом, на котором посредством болтов закреплены опоры скольжения с установленными на них коническими зубчатыми колесами, на которых с помощью винтов, сферической пустотелой опоры, распертой пружиной подачи планшайбы, и фиксирующей латунной шайбы установлены две планшайбы, выполненные с возможностью принудительного вращения от вала-шестерни, установленного с помощью опор скольжения в соединительной планке и направляющей, базируемой шпильками за счет пружин подачи, фиксируемых крепежными гайками, при этом на планшайбах с помощью подшипников установлены по меньшей мере шесть рабочих дисков со шлифовальными шкурками.
| Пневмогидравлический прибор для испытания автосвечей на герметичность | 1932 |
|
SU34432A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ И ПРИТИРКИ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2002 |
|
RU2210482C1 |
| Приспособление для обработки уплотнительных колец в клиновых задвижках | 1959 |
|
SU122715A1 |
| US 4549373 A, 29.10.1985 | |||
| СПОСОБ И СИСТЕМА ДЛЯ АНАЛИЗА ЖИДКОГО ОБРАЗЦА, СОДЕРЖАЩЕГО ЧАСТИЦЫ ТВЕРДОГО ВЕЩЕСТВА, И ПРИМЕНЕНИЕ ТАКОГО СПОСОБА И СИСТЕМЫ | 2014 |
|
RU2674069C1 |

